温湿度传感器让带电作业工器具仓库实现智能化管理
带电作业工器具仓储管理能否智能化?2016年,湖北荆州供电公司开发的带电作业工器具智能化仓储管理系统,给出了答案。该公司使带电作业工器具管理,通过采用温湿度传感器、红外检测、无线通信模块等智能监测手段,使管理成本比传统管理方式降低了53%左右。

该公司带电作业工器具仓库,资料图
随着现代社会对电的依赖程度越来越高,带电作业的频次也越来越高,而带电作业工器具作为供电检修作业的特殊工器具种类,对库房仓储条件提出了更高的要求。
目前,我国基层供电企业带电作业工器具仓储管理,普遍采用的是传统人工管理方式。传统的带电作业器材库房环境管理,即温度、湿度、烘干和排风管理,通常是采用简易加湿器、加热器以及穿墙打洞式的强排风设备来分别实现的。
由于该传统方式不可能保证库内温湿度及通风、烘干实时控测,从而导致工器具绝缘性能下降,存储环境的粗放管理,极易加速带电作业设备的老化与损耗。
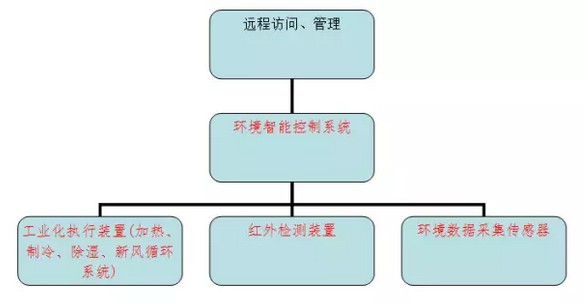
该库房环境智能实时控制系统结构图,资料图
智能管理就是要实现与环境数据的双向交互和调适。对此,该公司在研制过程中,通过安装温湿度传感器,完成了对库房温湿度的即时采集。然后,由中央集成设备计算,再根据计算结果,驱动工业化执行装置自动调控。按设定规则,控制库内冷热风循环装置及除湿、新风系统,从而自动实现对库房控温控湿、防尘的多种调节功能。
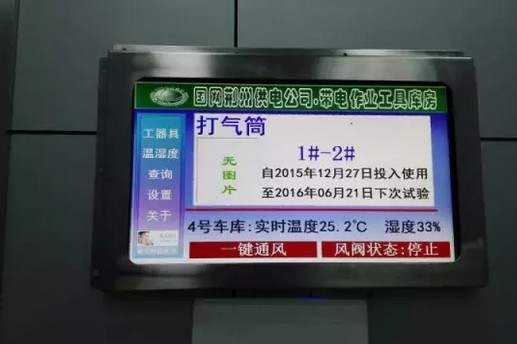
该智能仓库管理系统中的LED显示屏设备,资料图
在此设计思路上,该公司还优化了各项功能细节,通过环境数据采集传感器完成环境状态的数据采集,实现自启加热、除湿及通风装置,并设定报警及记录;实现新风循环功能;能根据红外检测传感装置,自启带电作业车库上方的射流喷口,快速烘干车辆;能自动储存和显示库房历史温湿度数据和曲线;能通过无线通信模块实现远程查询设备运行状态、环境数据等功能。
