薄膜电容器生产工艺
电容器标准从逐批检验到周期试验所考核的性能都是四大参数, 即电容量、 损耗角正切 值(以下简称损耗) 、绝缘电阻和耐电压。电容器生产制造过程也是紧紧围绕着保证四个参 数符合要求而进行的。
一、薄膜电容器结构:
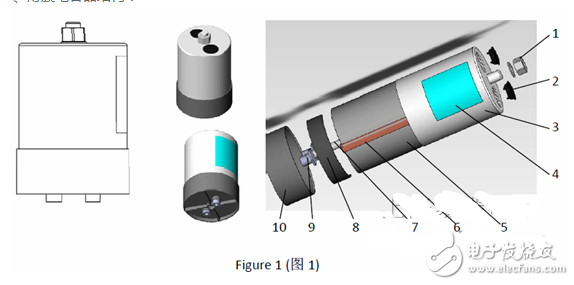
1‐nut 螺母 2‐bottom cover 外封底盖 3‐Al case 铝壳 4‐label 标签 5‐element 芯子6‐conductor plate 导电线 7‐core 芯棒8‐insolated plasTIc cover 塑料衬底盖 9‐electrode 电极10‐plasTIc cover 塑料盖
金属化薄膜电容器的制造工艺对四参数的影响。
制造过程导致电容量产生偏差的工艺因素
卷绕型电容器的电容量 C = 0.177ε s / d
ε 为介质的介电常数 s 为极板的有效面积 d 为介质的厚度 电容量与ε 、s 成正比,与 d 成反比。
文件虽已做了精确规定,但工艺过程中这三个参 数均会发生变化,导致容量偏差。工艺的重点是减少这些偏差,提高容量命中率。
a.卷绕工序
◎ 膜层宽度、厚度或留边等本身有误差。
◎ 膜的张力从大圈到小圈发生的变化,各台卷绕机张力的误差。
◎ 压辊压力太小。卷绕过程跑偏,错边误差。
◎ 空气湿度大时导致芯子容量偏大。
b. 热压工序
◎ 芯子厚度误差受力不均匀,造成芯子松紧不一 容量分散。
◎ 热压板不平整。
◎ 温度误差。
c. 热处理时间或温度误差
d. 内含浸
◎ 真空度误差
◎ 时间误差
◎ 固化温度的误差。
薄膜电容器的工艺介绍
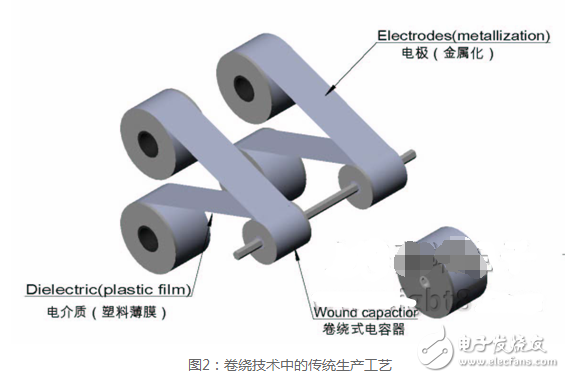
一、卷绕技术
在传统的生产工艺中,金属化塑料薄膜电容器通过将成对薄膜卷绕在塑料芯棒上然后在电容器外包上绝缘套制作而成。
二、名词术语
1. 标称容量CN:通常在电容器上标示的已指定的容量值。
2. 额定电压UN、和纹波电压Ur(如下图)。
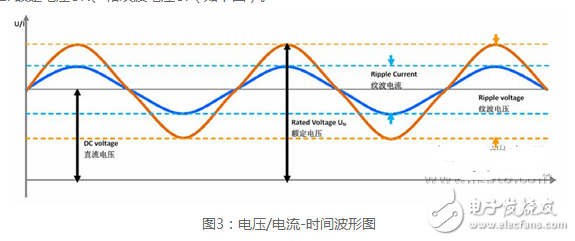
额定直流电压 UNDC:设计电容器时所采用的非反复型波形的任一极性的可连续运行的最高运行峰值电压。
3. 非周期性浪涌电压Us:由切换或系统中任何其他的扰动所导致的峰值电压,此电压只允许出现有限的次数并且其持续的时间要比基本周期短。
4. 绝缘电阻Rins :绝缘电阻为电容器充电一分钟后所加的直流电压和流经电容器的漏电流值之比。
5. 绝缘电压Ui:为电容器端子对外壳或对地间的绝缘而设计的正弦波电压的方均根值。
6. 最大峰值电流I:持续运行期间可重复出现的最大峰值电流。
7. 最大电流Imax:持续运行时的最大电流的方均根值。
8. 最大浪涌电流Is:由切换或在系统中任何其他的扰动所导致的不可重复的峰值电流,此电流只允许出现有限的次数并且其持续的时间要比基本周期短。
9. 串联电阻Rs : 在规定的运行条件下,电容器的导体的有效欧姆电阻。
10. 等效串联电阻Resr:一个有效电阻,当它和所探讨的电容器有相等电容值的理想电容器相串联时,在规定的运行条件下,该电阻的损耗功率将等于该电容器中耗散的有功功率。
11. 电容器损耗角正切tan δ :在规定的正弦交流电压、频率和温度下,电容器的等效串联电阻与其容抗间之比。
12. 电容器损耗:电容器中所消耗的有功功率。
13. 最大功率损耗Pmax :电容器在最高外壳温度下可运行的最大损耗功率。
14. 外壳温升Δθcase:外壳最热点的温度与冷却空气温度之差。
15. 稳定状态的条件:电容器在恒定的输出和恒定的冷却空气温度下所达到的热平衡。
16. 热点温度θhs:电容器里出现最高温度的区域的温度。
17. 热阻Rth :热阻用每瓦特热损耗导致电容热点温度比环境温度升高的度数来表示。
