浅谈螺杆挤出机温控器应用趋势
中心议题:
- 温度控制器在塑料挤出机上的应用
【摘要】 本文重点介绍了台达两种不同型号的温度控制器在塑料挤出机上应用。通过上述两种应用可知挤出机的温度控制器有了全新的选择。这也必将是挤出机方面的新趋势。
引言:温控部分一直是螺杆挤出机产品的核心部分;由于挤出塑料的过程中,由螺杆与塑料物料之间的相互摩擦会产生较大的热量给温度恒定带来了困难。如何平衡热量的补给与及时的散热成为了螺杆挤出的永恒主题。目前智能PID温控仪表以其低成本,易用性成为主要首选,但在PLC和人机大量出现在挤出机上后,温度模块与模块化的温度控制开始向传统仪表的地位发起了挑战。本文以考察台达温控产品在螺杆挤出机上的应用情况,来分析应用趋势。
随着PLC、人机等产品不断的被应用到塑料挤出机,控制智能化与集中控制理念已经开始被广大客户接受。仪表操作的参数操作,以及其参数的非中文显示开始成为这一趋势的阻碍。作为台达温控器的特色产品——模块型的DTC、DTE都提供了标准Modbus通讯协议,能很好的与各类PLC,人机通讯,并且都具有小巧,模块化的特点。作为多路温控产品,DTE10T单机可提供8路温控通道,可很好的迎合挤出机需要多路温控通道的特点,小巧的机身更能节约安装空间。
众多有前瞻性的厂商开始应用DTE来代替传统仪表以达到提升自身产品的目的,配合人机,控制的集成化大大提高,电控柜的体积也开始大大减小,获得了客户的一致好评。
本文介绍的薄膜生产线上的螺杆挤出机部分,其单机用于控制筒体温区以及模头等,共采用16台达DTA4896R1产品。如图1所示。

图1 薄膜生产线上的螺杆挤出机
由于有一定数量的温控,采用了体积较大的电控柜;本温控系统采用了报警方式启动筒体上的冷却风机。报警方式具有驱动快,响应明显等特点。但是也有温度控制不稳定的缺点。由于采用的定点温度启动,完全忽略了温控系统中的热惯性。遇到某些摩擦系数较大的物料,也有温度过冲的现象。温控结构具体见图2。

图2、温控结构示意
随着PLC、人机等产品不断的被应用到塑料挤出机,控制智能化与集中控制理念已经开始被广大客户接受。仪表操作的参数操作,以及其参数的非中文显示开始成为这一趋势的阻碍。作为台达温控器的特色产品:模块型的DTC,DTE都提供了标准Modbus通讯协议,能很好的与各类PLC、人机通讯。并且都具有小巧,模块化的特点。作为多路温控产品,DTE10T单机可提供8路温控通道。可很好的迎合挤出机需要多路温控通道的特点。小巧的机身更能节约安装空间。
123下一页> 关键字:冷却 双PID 仪表 集中控制 人机 本文链接:http://www.cntronics.com/public/art/artinfo/id/80012879
众多有前瞻性的厂商开始应用DTE来代替传统仪表以达到提升自身产品的目的。配合人机。控制的集成化大大提高。电控柜的体积也开始大大减小,并获得了客户的一致好评。

图3,DTE提供的双PID控制方式
由于采用了DTE,整个设备本体得以缩小,控制面板上只安装了一台人机,一个急停开关,以及一个工作指示等。简洁的控制面板,全中文的操作界面,相比操作传统仪表的LED显示参数更直观与易懂。如图4所示。
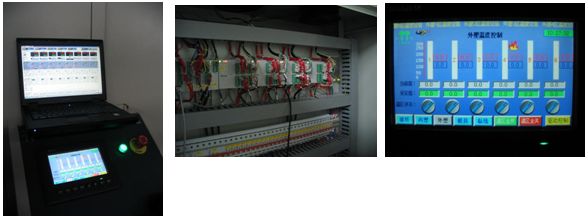
图4、小巧的DTE节约安装空间,艳丽的中文操作界面(台达DOP-B人机)
DTE不仅带来了操作界面的变革,它提供的双PID控制方式(双向控制)更能为挤出机控温效果带来提升。所谓双向控制,就是温控器提供两组输出,一组为加热,另一组为冷却。在两组输出交替或共同运行的情况下很好的稳定控制温度。在某些有自发热的情况下,能很好的应用。挤出机在挤出物料时由于摩擦原因,自发的热量不容小视。虽然在挤出的开始需要电热器大量热量补给,但是随着不断的挤出。摩擦生成的热量将是温度过冲的主要原因。
DTE10T在扩展输出模块后,SUB1输出口可定义为冷却输出控制。利用双PID计算,在温度没有冲过设定值时,温控器就可提前启动冷却风机,避免了温度从高不下的情,并能保持温度稳定性。个人认为报警驱动的冷却模式总将由于控温不稳定等原因被淘汰。双PID控制方式必定是追求更高控温精度的首选。如图5所示。

图5,DTE提供的双PID控制方式<上一页123下一页> 关键字:冷却 双PID 仪表 集中控制 人机 本文链接:http://www.cntronics.com/public/art/artinfo/id/80012879?page=2
DTE10T中双PID控制中还加入了不动作区(Deadband)概念。即在某个特定的温度区间内。既不补充热量也不进行冷却动作,OUT1与OUT2均无输出。完全靠系统的自发热和外界散热和物料流动的热量损失来维系热平衡。在挤出机特殊的应用中,不动作区为良好的控温效果有着特殊的作用。 而且DTE每个通道相互隔离,参数设置也互不影响。每个通道都可单独设定不动区等参数。如图6所示。

图6,DTE10T中双PID控制中的不动作区(Deadband)
DTE对于参数的设置完全可以采用DTE专用的PC软件来完成,全中文的DTE设置画面简单明了。不动区等参数需要结合现场实际工况来分析与设定。塑料挤出机一般可设置在:0.~2之间,而PID参数可以借助AT自动完成。

图7、全中文的DTE设置画面
虽然在冷却的硬件架构上与报警方式相同,但是冷却风机的输出量是由PID运算出的,相比两位式的报警冷却方式,可以更精确的保证冷却输出的合理性,有效的抑制温度过冲现象。在控温方式上可谓上了一个台阶。
结束语:
拥有双PID控制,标准485通讯,小巧安装体积等特点的DTE越来越受用户的喜爱。在结构上迎合了客户集中控制的需求。而在控温方式上双PID的方式更提升了控温效果。随着自动化设备逐渐出现小型化,模块的趋势,对于温度控制部分的要求自然也越趋向于灵巧,便捷,以及模块集成化。DTE的各项设计初衷都很好的迎合了这个潮流。
