手工无铅焊接实际知识问答
中心议题:
- 重点讲述了一些手工无铅焊接的实际问题方案
- 使用无铅合金制成的溶槽需要经常进行清洁保养来尽量保持使用周期
- 改善焊咀镀层的厚度
随着电子产品不断的趋向环保化,”无铅焊接”这个议题已经在过去的10年被慢慢的重视起来。相对于不厌其烦地重复讨论无铅焊接的理论、优点及缺点,我们会在这里提供一些针对手工无铅焊接的实际问题方案。
(1)无铅焊锡与传统有铅焊锡有何差别?
无铅焊锡内不含铅,且溶点比传统(63%锡+37%铅)焊锡高。常用的无铅焊锡:
- Sn-Ag (锡+银, 96-98%锡)
- Sn-Cu (锡+铜, 96%锡)
- Sn-Ag-Cu (锡+银+铜, 93-96%锡)
- Sn-Ag-Bi (锡+银+铋, 90.5-94%锡)
- Sn-Ag-Bi-Cu (锡+银+铋+铜, 90-94%锡)
- 63/37有铅焊锡溶点为183℃,凝固点同样为183℃。注:此焊锡不会出现胶态[从液态冷却到固态(或相反)的温度点相同]。
- 60/40有铅焊锡溶点为191℃,凝固点为183℃。注:此焊锡有8℃范围形成胶态[从液态冷却到固态(或相反)所需的温度范围]。
- 无铅焊锡溶点范围从217℃到226℃。
以下是一些进行无铅焊接时所遇到的问题:
i. 高温焊接会破坏一些电子组件,包括塑料连接器、继电器、发光二极管、电解电容及多层陶瓷电容
ii. 高温会使电路板弯曲,导致多层陶瓷电容损毁(常见损坏情况)
iii. 高温焊接会对组件造成热冲击
iv. 高温会使塑料组件溶解或变形
v. 高温焊接会加速氧化,影响焊锡的扩散性及润湿性
vi. 有需要使用活性较高(腐蚀性强)的助焊剂
vii. 要提供较多热量及焊接较长时间才可以达到理想的焊接效果
viii. 容易产生锡桥及虚焊,且不易修正
ix. 容易产生锡球及助焊剂飞散
x. 缩短焊咀寿命
xi. 焊点颜色会较暗淡
xii. 操作人员会感到不适应,忧虑是否需要改变焊接模式
防止对组件造成热冲击
- ? 保持以往传统焊锡所使用的温度来焊接
- ? 严格控制焊咀温度
- ? 使用高热回复性的焊台
- ? 使用大功率的焊台
- ? 配合焊点大少的同时,应尽量选择较大的焊咀进行焊接,因焊咀越大,设定温度可以越低,热量流失越少
提供特别培训给操作人员是不必要的,但当他们进行无铅焊接之前,必须要清楚了解以下几项事情:
进行无铅焊接时,焊咀必须要经常保持清洁,原因是相比起63/37或60/40之传统焊锡,无铅焊锡是不能够容忍杂质污染的。
操作人员必须愿意接受焊接模式的改变,他们需要经常清洁焊咀,而且要知道焊接时间会较使用63/37或60/40焊锡为长。
重要事项:
虽然无铅焊锡的溶点较高,但这并不代表必须要使用较高的温度来进行焊接。请参考问题3。
(3)由于无铅焊锡的溶点较高,我们是否有必要提高白光焊台的焊接温度呢?
不一定需要的。提高焊接温度有可能会造成焊接困难,因为高温会加速氧化,影响溶锡的扩散性及润湿性。虽然使用某些助焊剂可以有效改善焊接效果,但是会对环境造成一定的污染,我们还是应该偏向保护环境,使用”免清洗”助焊剂的。
大多数”免清洗”助焊剂的活动时间都是很短暂的,在焊接过程中会很快进入活动期,而焊接完毕留下的残渣不带腐蚀性。但进行无铅焊接需要较长的时间,所以在还未能完全促进溶锡的扩散性及润湿性前,”免清洗”助焊剂可能已经结束他的活动期了。
最好的解决方法是使用高热回复性的焊台来进行无铅焊接。这样可以避免大幅提高焊接温度的需要。
(4)应该如何拆除无铅焊锡?
要拆除无铅焊锡并没有甚么特别的要求。相比起拆除传统焊锡,拆除无铅焊锡只不过是需要较长的除锡时间而已。
拆除无铅焊锡时,应该使用跟以往拆除传统焊锡时的温度一样,不一定要提高,因为高温会加速氧化,缩短吸咀寿命。
当使用真空吸锡鎗时,不单只吸咀与发热芯需要保持稳定的温度,且过滤管入口同样需要有足够的温度才可以避免发生焊锡堵塞的情况。白光FM-2024吸锡鎗便能够有效避免此问题的发生。
123456下一页> 关键字:无铅 焊锡 有铅 焊台 焊接 测试工作坊 本文链接:http://www.cntronics.com/public/art/artinfo/id/80004677
(5)白光FM-204吸锡鎗是否适用于拆除无铅焊锡?
 N1吸咀传统吸咀正确,FM-204吸锡鎗绝对适用于拆除无铅焊锡。FM-204所使用的N1系列吸咀特别针对处理无铅焊锡而设计。
N1吸咀传统吸咀正确,FM-204吸锡鎗绝对适用于拆除无铅焊锡。FM-204所使用的N1系列吸咀特别针对处理无铅焊锡而设计。N1系列吸咀咀身较短,吸入管内径较阔,可增加吸入量及减少堵塞现象。
请紧记不单只吸咀与发热芯需要保持稳定的温度,且过滤管入口同样需要有足够的温度才可以避免发生焊锡堵塞的情况。
(6)应该如何使用白光FM-204吸锡鎗?
选择合适的吸咀使焊点上的焊料可以回流1-2秒。
把吸咀套在组件脚上并加热焊点(这时轻轻的摆动吸咀让热量可以平均传送到整个焊点)。
当焊料开始回流(约1-2秒)便按下FM-204的板机吸锡,焊料会立即被吸入过滤管内。当过滤管被焊料填满,可拆下弃置,并更换新的。
(7)使用氮气可以帮助手工无铅焊接吗?
可以。白光焊台有提供配合氮气运作的焊铁型号,氮气会从焊咀前端吹出送到焊接处。由于气压关系,所以氮气会把氧气从焊接处排开,形成隔离区。这样可以有效促进隔离区内溶锡的扩散性及润湿性,焊点亦会因此而变得光泽。理论上,如果在焊接时有充足且稳定的氮气提供,便可以有效阻隔氧气,防止氧化。
此外,从焊咀前端吹出的热氮气对焊接组件及焊接处也有预热的作用。
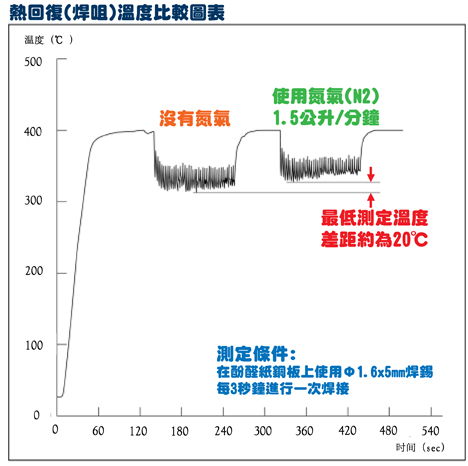
下图表示当焊咀前端吹出氮气和没有使用氮气时,焊咀温度变化的比较。由此可以证明在使用热氮气的情况下,如果要把焊点提升到相同的温度,焊咀便能够设定较低的温度进行焊接。
 有些工场设有氮气供应系统,可以把氮气直接提供到每个工作位上。你也可以使用独立式的氮气瓶或购买一些氮气产生器(如白光的FX-780氮气产生器)来提供氮气。
有些工场设有氮气供应系统,可以把氮气直接提供到每个工作位上。你也可以使用独立式的氮气瓶或购买一些氮气产生器(如白光的FX-780氮气产生器)来提供氮气。由于氮气引导管是连接在焊铁内,所以白光氮气焊铁的直径会较大一点。在某些工作上,有可能会影响操作人员的使用习惯,这便需要作出适当的调节。
白光FX-791氮气流量调节器可配合白光FX-780氮气生产器、FM-2026氮气焊铁及白光焊台: FX-950、FX-951、FM-203、FM-204一起使用。
 白光氮气焊接组合使用氮气焊接的总结:
白光氮气焊接组合使用氮气焊接的总结:1. 氮气可以改善润湿性吗? 可以,氮气不单只可以改善润湿性及扩散性,而且可以防止氧化。
2. 使用氮气是否符合成本效益? 这需要根据每个焊接工作而定,例如焊接产品的种类、焊接效果的要求、或工场环境的设计等。
<上一页123456下一页> 关键字:无铅 焊锡 有铅 焊台 焊接 测试工作坊 本文链接:http://www.cntronics.com/public/art/artinfo/id/80004677?page=2
(8)应用无铅焊接后,为何焊咀寿命会大幅缩短?
现今市场上大多数无铅焊锡的含锡比例都是很高的,所以我们必须要注意他们对焊咀造成的侵蚀影响。
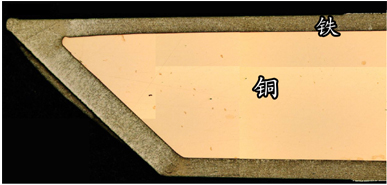
 一般焊咀结构,内部主要由铜制成,外面会镀上铁(镀铁层),而镀铁层前端会镀上锡(镀锡层),后端则会镀上抗氧化的铬。由于锡和铁同样属于高活动性的金属,所以他们很容易会结合成混合金属,特别是在高温的状态下。而且在焊接时所使用的助焊剂(特别是高活性的)亦是加速他们产生混合金属反应的催化剂。
一般焊咀结构,内部主要由铜制成,外面会镀上铁(镀铁层),而镀铁层前端会镀上锡(镀锡层),后端则会镀上抗氧化的铬。由于锡和铁同样属于高活动性的金属,所以他们很容易会结合成混合金属,特别是在高温的状态下。而且在焊接时所使用的助焊剂(特别是高活性的)亦是加速他们产生混合金属反应的催化剂。
图1表示当使用63/37传统焊锡时是近乎不会产生混合金属的,但当使用锡+3.7银+0.7铜的无铅焊锡时便会产生15微米厚度的混合金属了(图2)。
混合金属的产生速度会因应不同的焊接温度而改变。温度越高,产生速度越快,特别在400℃或以上的情况下更为明显。
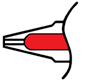
 (图3) 新焊咀横切面图
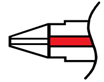
(图3) 新焊咀横切面图 (图4) 侵蚀焊咀横切面图
(图4) 侵蚀焊咀横切面图进行焊接时,锡跟铁会不断产生混合反应,而由于所产生的混合金属会从焊咀镀层表面剥落,因此焊咀镀层会逐渐被侵蚀掉,继而锡会很快速地侵蚀焊咀内的铜,最后会在很短时间内造成焊咀穿洞(图4)。
 不同成份的焊锡会对焊咀有不一样的侵蚀速度。图5表示 锡+0.7铜 对焊咀的侵蚀速度最快,然后是 锡+3.5银+0.75铜,锡+2银+0.75铜+3铋,而最后是 锡+37铅。
不同成份的焊锡会对焊咀有不一样的侵蚀速度。图5表示 锡+0.7铜 对焊咀的侵蚀速度最快,然后是 锡+3.5银+0.75铜,锡+2银+0.75铜+3铋,而最后是 锡+37铅。相比起传统的共晶焊锡(63/37焊锡),在400℃的焊接温度下,无铅焊锡 锡+3.5银+0.7铜 对焊咀的侵蚀速度要快3倍,而 锡+0.7铜更加要快4倍。
除了侵蚀以外,无铅焊接还会加速焊咀氧化。 (请参考问题16)
<上一页123456下一页> 关键字:无铅 焊锡 有铅 焊台 焊接 测试工作坊 本文链接:http://www.cntronics.com/public/art/artinfo/id/80004677?page=3
(9)如何延长焊咀寿命?
以下事项可以有效延长焊咀寿命:
i. 尽可能使用低温焊接 (360℃以下)
ii. 经常以优质洁咀器清洁焊咀 (例如白光599B)
iii. 焊铁放回焊铁架前请先把焊咀上锡
iv. 如果焊铁不使用10分钟或以上,请关上电源
 白光599B洁咀器
白光599B洁咀器使用白光599B洁咀器无需加水,清洁时不会降低焊咀温度。金属丝团含有助焊剂,容易清除焊咀表面的氧化物。而且在清洁后,焊咀表面会残留焊锡,防止焊咀镀层氧化。
(10)白光485电焊系统是否与无铅兼容?
是的。叶轮及锡槽用特别涂层处理,能抵御高温熔融锡的侵蚀。
(11)白光96熔锡炉是否与无铅兼容?
由于无铅焊锡含锡成份高,白光熔锡炉必须经过特别涂层处理才可延长熔槽寿命,故不建议使用未经特别涂层处理的96熔锡炉于无铅作业上。
白光FX-301B及FX-300熔锡炉备有特殊涂层熔槽,适合无铅焊接使用。
FX-301B更加是数码式控温熔锡炉,针对常用之无铅焊锡,预设四种加热程序,适合不同种类的无铅焊锡及传统焊锡使用。
(12)白光FG-100温度计及FG-101焊铁测试仪是否适用于无铅焊锡?
标准的191-211传感器是含铅的,所以并不适用于无铅焊锡。但可以改用191-212传感器,因为191-212是不含铅的。
 191-212传感器
191-212传感器白光191-212传感器的金属丝没有镀锡,感测点是扭曲而非熔焊而成,传感器的金属丝不含铅。<上一页123456下一页> 关键字:无铅 焊锡 有铅 焊台 焊接 测试工作坊 本文链接:http://www.cntronics.com/public/art/artinfo/id/80004677?page=4
(13)使用不同品牌的焊咀进行无铅焊接时,发现它们的效率和寿命不一,为何白光焊咀较其它品牌耐用和好用?
白光焊咀镀上较厚之镀铁(Fe)层,配合白光焊台的强大回热功能,使焊咀更耐用,效率更高。
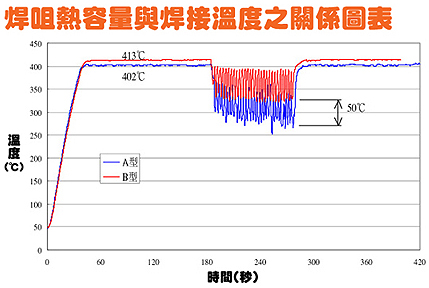
问题: 以下是两支不同大小的焊咀,其中一支回热速度较快,是A型还是B型?
 A 型
A 型B 型
答案是B型。由于B型焊咀比A型咀焊粗(铜的部份),所以B型比A型的热容量也较大和导热性较快。虽然两支焊咀形状一样(尖端部份),但B型咀身比较粗,焊咀越粗,铜的部份越大,保持温度稳定的能力也越大。(请参考以下图表)
(14)何时需要开始生产无铅产品?
RoHS是欧洲议会颁布的『禁止使用有害物质』指令,禁止在电子电气设备中使用铅(Pb)、镉(Cd)、水银(Hg)、六价铬(CrVI)、聚溴联苯(PBBs)和聚溴二苯醚(PBDEs)等六种有害物质。从2006年7月1日开始,所有进入欧洲的电器/电子产品必须符合该指令。
(15)白光焊咀是否与无铅兼容?
是的。白光焊咀和吸咀都是镀上无铅焊锡
(16)为什么焊咀表面不能上锡?焊咀是否氧化?
- 当焊咀长时间暴露于高温状态,会容易产生锡和铁的金属间化合物,而且氧化迅速。所以焊铁不使用10分钟或以上,请关上电源。

- 焊咀是否沾满碳化助焊剂 (碳化物及助焊剂残渣是否黏附着镀铁层)?
- 不良镀层所含的杂质会容易产生氧化物,所以应该选择高质量的焊咀。
(17)进行无铅焊接有可能需要使用较高温度及较高活性之助焊剂,但这样会对焊咀造成很大的损耗。即使焊咀镀层仍然丰富,但因为表面的氧化或侵蚀情况严重而导致不能继续使用。在这样的情况下,有甚么方法可以令焊咀重生呢?
 有的。
有的。白光FT-700焊咀清洁器是可以有效解决以上情况,令焊咀重生的工具。
 白光FT-700提供方便及快捷的方法来清洁焊咀上的氧化物。只要把焊咀插入特制的不含铅凡士林化学膏内(a)(FT-700附带),再使用FT-700的自动旋转清洁刷来清洁(b),便可以有效去除焊咀上的氧化物。清洁后必需要再涂上新锡以保护焊咀镀锡层(c)。
白光FT-700提供方便及快捷的方法来清洁焊咀上的氧化物。只要把焊咀插入特制的不含铅凡士林化学膏内(a)(FT-700附带),再使用FT-700的自动旋转清洁刷来清洁(b),便可以有效去除焊咀上的氧化物。清洁后必需要再涂上新锡以保护焊咀镀锡层(c)。(18)白光吸烟系统是否可以吸收含铅烟雾?
没有此必要。焊接时所产生的烟雾只是助焊剂燃烧时的副产品,铅在焊接温度下是不会气化的。
需要注意的是由于进行无铅焊接时有可能使用较高活性的助焊剂(但是会加速侵蚀焊咀),因此会产生较多的有害物质烟雾(包括免清洗型助焊剂)。所以白光见意应尽量在空气流通及使用吸烟仪器的环境下进行焊接。
(19)是否可以使用热风返修无铅电路板?
可以的。但请注意返修无铅合金需要使用较高温度,高温会损坏组件的塑料部份或使电路板弯曲变形,引起焊接成品的问题。由于很多组件和材料都不能承受高温(>260℃),因此了解无铅合金如 锡+银 合金、锡+铜 合金的溶点是很重要的。
<上一页123456下一页> 关键字:无铅 焊锡 有铅 焊台 焊接 测试工作坊 本文链接:http://www.cntronics.com/public/art/artinfo/id/80004677?page=5
(20)为何无铅焊接会产生很多焊锡和助焊剂飞散的现象?
助焊剂飞散跟它的成份有关系。一般无铅焊锡都会采用活性很高的助焊剂来改善润湿性。这类高活性的助焊剂对高温产生反应,就像在热锅里洒冷水的情况一样,锡线里的助焊剂急速膨胀而导致飞散。一般含松香的助焊剂也会产生飞散,但大部份只会在高温的情况下才会发生。而并非所有含松香助焊剂都会产生这现象,因每个生产商采用不同的化学配方和活化剂。不论使用那一种助焊剂,一般来说温度越高,飞散也越多。
 白光375 V-Cut 自动出锡机能够把含助焊剂的锡线切割V形沟,防止锡线里的助焊剂因膨胀而造成飞散。这个创新的方法明显能够减少焊锡及助焊剂飞散,并同时改善焊锡的扩散性。 (请参考以下图表)
白光375 V-Cut 自动出锡机能够把含助焊剂的锡线切割V形沟,防止锡线里的助焊剂因膨胀而造成飞散。这个创新的方法明显能够减少焊锡及助焊剂飞散,并同时改善焊锡的扩散性。 (请参考以下图表)
(21)在无铅焊接的情况下,白光936与FX-951焊台之功能比较如何?
白光FX-951配置的FM-2025焊铁采用发热芯、传感器复合式焊咀设计。这种复合式设计比较传统936焊台配置的907/908焊铁小巧,而且焊咀回热速度也大大地得到提升。
以下是FM-2025(FX-951焊台)与907及908(936焊台) 之回热速度比较。在电路板焊接位置的第 #1、#4、#7 三个焊点装上温度传感器,分别使用FX-951、907及908进行焊接,每3秒焊接一个焊点,连续焊接7个点,然后测试焊咀及焊点的温度变化。(请参考下图)
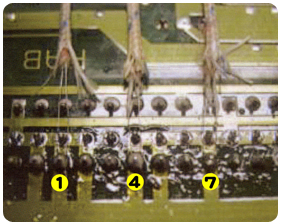
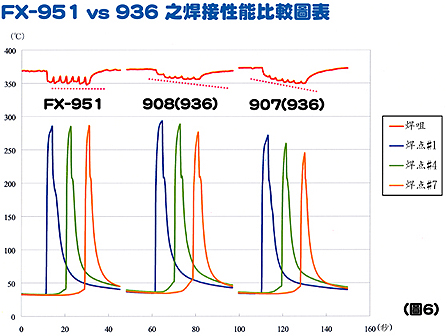 图6显示FX-951的焊点温度最高,在连续焊接过程中,温度仍然保持稳定。而907的温度跌幅比较908的大,因为907的热容量比较908的小。焊接温度会根据焊点的大小而有所不同,如果焊点面积较小,使用907焊接也可以达到满意的焊接效果。但根据图6所示,FX-951的回热速度明显是最快的,能够把电路板上每个焊点都提升到合适的焊接温度。
图6显示FX-951的焊点温度最高,在连续焊接过程中,温度仍然保持稳定。而907的温度跌幅比较908的大,因为907的热容量比较908的小。焊接温度会根据焊点的大小而有所不同,如果焊点面积较小,使用907焊接也可以达到满意的焊接效果。但根据图6所示,FX-951的回热速度明显是最快的,能够把电路板上每个焊点都提升到合适的焊接温度。(22)从传统焊接导入无铅焊接,在财政方面会带来怎样的影响?
生产成本必定会上涨,也有可能会大幅提升。无铅焊锡价格高昂,比较起传统焊接,无铅焊接便属于高成本生产工业。除了需要改用对应无铅的电路板外,有可能还需要投资购买对应无铅的各种各样设备,如回流焊炉、氮气系统、气相系统、波峰焊炉、溶锡炉等…。虽然现今生产工业普遍趋向于积极控制源料采购成本,但事实上,进行环境保护是必须要付出相对的金钱来换取的。
波峰焊接
导入无铅对波峰焊接的冲击是最大的。因为 锡+银+铜 及 锡+铜 合金是现今一般会使用的无铅焊锡,而由于铜被分解后会残留在无铅合金当中,所以使用无铅合金制成的溶槽便需要经常进行清洁保养来尽量保持使用周期。
锡+铅 焊锡所产生的混合金属化合物会浮于溶槽表面,而且容易清洁。但是 锡+铜 焊锡所产生的混合金属化合物却会沈积并散布于溶槽内,影响波峰质素。此外,溶槽的寿命周期也会因为铜的分解物质而大大降低。如果工场生产线主要属于波峰焊接类型,那么更换溶槽的经常性开支便会大大提高。
由此可见,随着无铅工艺的不继增加,越来越多的含铜物料会被使用,结果也会带来越来越多的铜质分解物黏附在溶槽内,加速损耗溶槽。
另外,因为需要使用较高的温度来进行无铅焊接,所以在能源消耗方面也会有所增加。有些工场可能会在能源消耗的开支上增加约25%。
手工焊接
无铅工艺也会增加手工焊接的生产成本。在之前的第2、8、9和13的问题中已解释了为何在导入无铅焊接后,焊咀的使用寿命会大幅减少。
白光在针对此问题的方案下,改善了焊咀镀层的厚度,配合白光焊台强大的回热功能,作业者可以尽量使用较低的温度来进行无铅焊接。这样便能够有效减少焊咀的损耗,延长焊咀寿命。必须注意的是进行无铅焊接时,焊咀的寿命肯定比较进行传统有铅焊接的差很多。
在日常的焊接工作中,作业者可以通过经常清洁焊咀的方法来保护焊咀,延长焊咀寿命,减低生产成本。然而,这亦是只有作业者才可以控制的。
<上一页123456 关键字:无铅 焊锡 有铅 焊台 焊接 测试工作坊 本文链接:http://www.cntronics.com/public/art/artinfo/id/80004677?page=6
