12个大功率MOSFET基于逆变焊机的应用与评测
中心议题:
- 大功率MOSFET基于逆变焊机的应用原理
- 逆变气保焊(NB系列)控制电路的特点
- IGBT在焊机中的应用
- 主功率MOS工作波形
解决方案:
- 本方案采用纯硬件结构
- 主控芯片选用电源IC KA3525驱动12个HOMSEMI大功率MOSFET HS20N50
逆变焊机的电路结构,一般是采用整流--逆变--再整流的过程,即交流--直流--交流.由于逆变过程中工作频率高,因此控制过程的动态特性统计局到提高,焊机的体积小,重量轻.
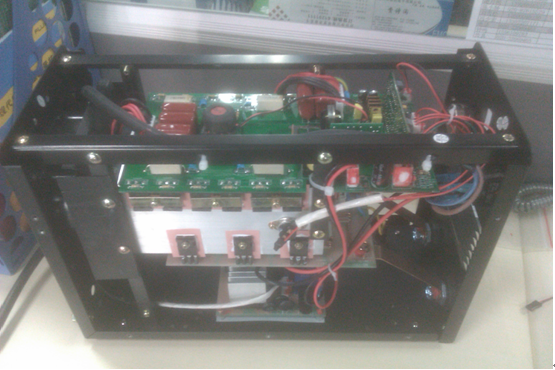
本逆变焊机由香港凯泰科电子有限公司(KEYTECH)和成启半导体(HOMSEMI)合作开发,逆变频率在100KHz以上.变压器重量降低,现在逆变焊机变压器铁心材料主要采用铁氧体材料和微晶材料,小功率逆变焊机已作为工具进入家庭.传统焊机中变压器的重量占了焊机重量的80%以上,逆变焊机中变压器重量是焊机重量的1/5--1/10.逆变焊机重量是同容量整流焊机的1/2--1/4.
由于本逆变焊机的工作频率为100KHz以上,可以对熔滴过渡细分为多个阶段进行控制.对CO2气体保护焊来讲,可以大幅度降低飞溅,对脉冲熔化极惰性/活性气体保护焊(MIG/MAG),可有效地控制射流过渡的稳定性,还可以将熔滴过渡和送丝机构的运动结合起来,进行一步控制熔滴过渡的过程.这些是传统整流焊机无法做到的.
焊机是一各特殊的电源,输出负载是电弧,有空载,短路的过程,焊接电源必须满足焊接过程稳定性的要求.在许多场合下,焊接过程由人来完成,电源输出端经常要接触到人的身体,所以在焊接电源除满足焊接过程的要求外,还要满足人身的安全要求.以国内市电为例,输入220V交流电经整流后,变成310V左右的高压直流电,经逆变器变成高频交流,经变压器降压,整流滤波后变成平滑直流电供焊机使用.在焊接铝,镁等金属时需要交流电弧,还需要再加二次逆变环节,将直流变为交流,产生交流电弧,完成焊接过程.
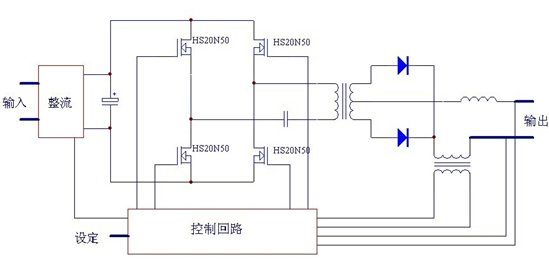
一,原理框图
方案特点
1.体积小重量轻
2.节能
3.可实现熔滴过度的精细控制
12下一页> 关键字:MOSFET HOMSEMI 逆变焊机 本文链接:http://www.cntronics.com/public/art/artinfo/id/80016355
二,主控电路原理图
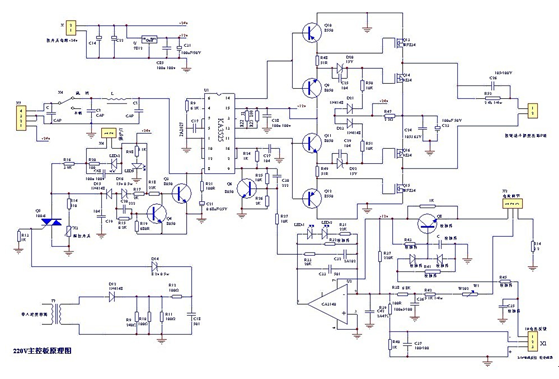
本方案采用纯硬件结构,主控芯片选用FAIRCHILD公司的电源IC KA3525 驱动12个成启半导体(HOMSEMI)大功率MOSFET HS20N50. 桥式逆变电路由4*3个HS20N50和变压器组成,变压器一次回路中串联隔直电容来校正变压器的磁偏.
三,主功率MOS工作波形
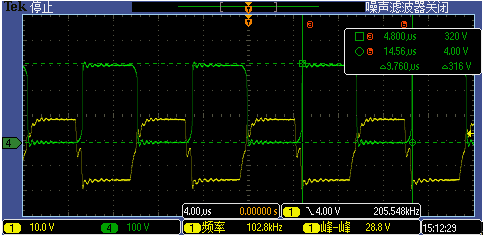
早期的逆变焊机中功率开关器件采用晶闸管,逆变频率为2--3KHz,变压器铁心采用硅钢片,本机采用成启半导体(HOMSEMI)MOSFET,逆变频率为100KHz以上,主变压器铁心采用微晶铁心和铁氧体.主变压器介电强度和绝缘电阻均满足国标要求,有理想的短路电流控制特性.
四, 逆变气保焊(NB系列)控制电路的特点
1,对其送丝机上的给定系统(电压、送丝速度)进行了线性化处理,杜绝了小规范难以调整的缺陷。
2,对系统解调后的电压、送丝(电流)速度给定信号进行了同步精密整流处理,消除了此类焊机大规范长线(收弧)情况下给定信号被干扰的现象。
3,优化了波形控制电路,大大减小了短路过渡下的焊接飞溅,从而提高了焊接质量。
五,IGBT在焊机中的应用
随着IGBT技术的成熟,其在焊机的应用中越来越广泛。IGBT即双极型绝缘效应管,其开关频率在20KHZ~50KHZ之间。但它可以通过大电流(单管可达60A),而且由于外封装引脚间距大,爬电距离大,能抵御环境高压的影响,安全可靠;同时IGBT与场效应管相比具有更低的导通压降,在大电流使用环境下IGBT发热量更小,所以IGBT特别适合应用在大功率逆变焊机。广州成启已经启动IGBT发展战略,将联合上下游厂商开发出越来越多的IGBT器件。
