手工无铅焊接实战知识问答
中心议题:
- 无铅焊锡与传统有铅焊锡的区别
- 对无铅替代物提出的要求
- 如何选择无铅焊接时的焊接温度
- 常规焊点建议使用温度选择在350℃左右
- 无铅焊接采用高频涡流发热原理
1.为什么要推行无铅制程?
A.铅的特性及对人体的危害:铅(lead Pb),灰白色金属,熔点为 327.5℃,加热至 400--500℃时即有大量铅蒸气逸出,并在空气中迅速氧化成氧化亚铅而凝集为烟尘并四处逸散。在工业中与铅接触的行业主要有铅矿开采,铅烧绳索和精练、蓄电池制造、电子产品的焊接和电子元件的喷铅作业等等。在以上接触中铅及其化合物主要通过呼吸产和消化道入侵人体造成铅中毒,对人体健康构成危害。美国环保署研究发现,铅及其化合物是 17 种严重危害人类寿命和自然环境的化学物质之一。通常的职业性铅中毒都是慢性中毒,其对人体的神经系统、消化系统和血液系统都将造成干扰和伤害,其临订症状表现为头昏头痛、乏力、记忆力下降、恶心、烦躁、食欲不振、腹部胀痛、贫血、精神障碍等。
B.电子产品无铅化的趋势:随着人类对自身健康意识的提高和全球范围内环保意识的增强,为了尽可能减少铅等重金属对环境的污染和对人类的的侵害,欧美国家在 2006 年 7 月 1 日起全面实行电子产品无铅化,中国也同样在2006 年7月1日起要求投放市场的国家重点监管目录内的电子住处产品不能含有铅的成分。因此电子焊接中所使用的焊料(焊锡丝、焊膏等)将逐步摒弃传统的锡铅合金而采用几乎纯净的锡。当然不含任何杂质的锡是不存在的,目前国际上对无铅的标准尚无明确统一的定义,国际标准组织(ISO)提案:电子装联用焊料中铅的含量应低于 0.1WT%,不过在无铅焊料中通常会根据不同的产品要求,在锡料中参和一些铜和银等其他金属物质来增强锡丝的活性焊点的电气连接性能。
2.无铅焊锡与传统有铅焊锡的区别以及我们对无铅替代物提出的要求?
无铅焊锡内不含铅,且溶点比传统(63%锡+37%铅)焊锡高。无铅焊锡溶点范围约从 217℃到226℃。我们对无铅替代物提出的要求:
1、价格:许多厂商都要求价格不能高于传统的焊料(63Sn/37Pb),但目前,无铅替代物的成品(焊锡丝,焊膏及锡条)都比传统的焊料(63Sn/37Pb)高35%。
2、溶点:大多数厂家要求固相温度最小为 150℃,以满足电子设备的工作要求。液相温度则视具体应用而定。手工焊用焊锡丝:液相温度应低于烙铁工作温度 345℃。
3、导电导热性好。
4、较小的固液共存范围:大多专家建议此温度范围控制在 10℃之内,以便形成良好的焊点,如果合金凝固范围太宽,则有可能发生焊点开裂,使电子产品过早损坏。
5、低毒性:合金成份必须无毒。
6、具有良好的润湿性。
7、良好的物理特性(强度、拉伸、疲劳):合金必须能够提供 Sn63/Pb37 所能达到的强度和可靠性,而且不会在通孔器件上出现突起的角焊缝。
8、生产的可重复性,焊点的一致性:由于电子装配工艺是一种大批量制造工艺,要求其重复性和一致性要保持较高的水平,如果某些合金成份不能在大批量条件下重复造,或者其熔点在批量生产时由于成份的改变而发生较大的变化,便不能予以考虑。
9、焊点外观:焊点外观应与锡/铅焊料的外观应接近。
10、与铅的兼容性:由于短期内不会立刻全面转型为无铅,所以铅可能仍会用于 PCB 焊盘和元件的端子上,焊料中如掺如铅,可能会使焊料合金的熔点降的很低,强度大大降低。
3.在更换无铅焊料以后为什么普通常规焊台无法满足焊接工艺要求?
大多数的无铅焊料合金的熔点都较传统锡铅焊料高。业界有少部分溶点低的合金,但由于其中采用如铟之类的昂贵金属而成本高。熔点高自然需要更高的温度来处理,这就带来了需要较高的焊接温度。不过熔点只是决定焊接温度的一个因素。例从锡铅(Sn37Pb)的 183℃到 SAC305 的 217℃却是提高了 34℃!这就使工艺窗口明显的缩小。使工艺的设置、调整和控制都更加困难。市面上的普通控温电烙铁,虽然标示可以设置到 400度或更高,但实际上其热容量和回温能力,在较冷的焊点情况下多不足以处理无铅高温焊接。在焊接时,熔点高出 34℃左右的无铅锡丝耗热能力相对较大,如果用普通的控温焊台在不提高温度的条件下焊接(特别是焊点较大面积时),往往会因为热能补充不及而造成锡点毛刺,虚焊和焊接速度过慢等现象;因此为了达到合适的焊接效果势必要求相应提高烙铁的焊接温度,但提高焊接设置温度的同时会带来诸多负面影响,如:
A. 无铅锡丝相对于有铅焊丝来说更易氧化,而高温又起催化作用,氧化速度随温度的升高成指数增加,因此在极高的温度下焊接极易造成机械接触式虚焊(焊料没有在被焊工件间形成金属间熔融合金层)和焊点灰白不光亮;
B. 理想状态的烙铁是不用闲置较高的温度,消除能量的储存,把从电源取得的能量瞬间直接加于焊接处,这样既能最大限度的避免能量的损耗又能实现良好的焊接,但普通烙铁因为加热速度慢的原因不能实现,只能通过提高闲置温度的途径来储存足够的热能以达到焊接负载所需的温度,而较高的温度会对娇嫩的元器件产生很大的热冲击,使电路性能和整机性能受到直接或间接的影响。
C. 一般电子工厂,特别是光电产品工厂对焊接温度的设置都会有严格的控制,在能够满足焊接条件的前提下温度设置越低越好,因此较高的焊接温度满足不了工厂制定的焊接工艺要求。
4.由于无铅焊锡的溶点较高,我们是否有必要提高焊台的焊接温度呢?
不一定需要的。最好的解决方法是使用回温极快的焊台来进行无铅焊接。这样可以避免大幅提高焊接温度的需要。因为高温会加速氧化,提高焊接温度有可能会造成焊接困难,影响溶锡的扩散性及润湿性。虽然使用某些助焊剂可以有效改善焊接效果,但是会对环境造成一定的污染,我们尽量使用环保的"免清洗"助焊剂。
5.在导入无铅制程后以前的控温焊台还能继续用吗?
我们不能一概而论,有些情况下还是可以使用,如;客户本来就仅仅把元器件焊好就可以且温度高低对被焊元器件没有太大影响.大多情况不建议继续使用,因为由于无铅焊料熔点的提升,以前的常规焊台势必通过提高焊接温度来工作.而恰恰目前大多娇嫩的元器件根本无法承受过高温度的热冲击!若现在继续用来做无铅,势必带来更多焊接上的问题!
备注:
A. 需要保持以往传统焊锡所使用的温度去焊接
B. 需要严格控制焊咀温度
C. 需要使用高热回复性的大功率的焊台
D. 配合焊点大小的同时,应尽量选择较大的焊咀进行焊接,因焊咀越大设定温度可以越低,热量流失越少
6.无铅制程后对焊台提出的更高要求?
1. 产生的热量更多,导热能力更强
2. 回温速度更快。
3. 控温更准确。
4. 耗材使用成本更低廉。
无铅烙铁与普通控温焊台的性能比较
A. 摒弃了传统控温烙铁所采用的电阻式陶瓷发热体的概念,即采用高频涡流发热原理(感应加热原理)。为取得一定的温度来进行焊接,必然要选择相应的加热方式,有传导、对流、辐射等,传统的控温烙铁采用传导的方式,即陶瓷发热体产生一定的热能通过接触传导给烙铁头并储能使其达到满足焊接的温度;无铅烙铁则是通过在特制的感应线圈上施加 400KHz的高频交变电源,使其产生一个交变磁场,这个磁场使插入其中的磁性棒——烙铁头产生涡流,同时由于趋肤效应烙铁头急速发热,因此无铅烙铁的真正发热体的烙铁头,与普通控温电焊台相比其省略了热传导过程,消除了看似必然的温度分布梯度,因此发热更显迅速。
B. 温度感应器前置,焊接过程中烙铁头直接作用于焊接部位,焊嘴温度如何直接影响焊接品质是否良好,因此反映并控制烙铁头尖部的真正温度是至关重要的。普通控温电烙铁的传感器通常距离焊嘴头部有 20mm 左右的距离,其反映的温度非烙铁头嘴部实际温度;而无铅烙铁的传感器能伸至于烙铁头的头部,敏感的反映头部温度,即焊接点的实际温度,从而使热能的补偿和关断更灵敏。
C. 基于以上A、B两点,无铅烙铁不但适用于无铅焊接,同样也适用于大焊点焊接、快速连续焊接和规定低温焊接。不需闲置很高的温度,当感应烙铁头温度有所下降的瞬间,90W 功率的加热动力使热能即刻喷薄而出,完成良好的焊接,不会因冷焊而造成连接不牢等现象。
D. 一般控温电焊台如936型,多数情况下发热芯都不是自然损坏,而是在发热体固定不够理想的状态下由人为因素造成。无铅烙铁则采用特殊的卡口式固定方式使发热体(感应线圈)与手柄握把科学地固定成一体,从而避免了因为扭动烙铁头或发热体而造成引丝折断或电路短路现象。
12下一页> 关键字:无铅焊接 焊台 焊锡 电烙铁 测试工作坊 本文链接:http://www.cntronics.com/public/art/artinfo/id/80004797
实用的功能
A. 烙铁头与发热体(感应线圈)采用分体设计方案,完全避免了其中之一损坏就必须一并更换的资源浪费,相对于其他品牌大大节省使用成本,使工厂的生产成本更具竞争力。
B. 密码管理温度 合适的温度是焊接品质得到保证的关键,产线管理者可以根据工艺要求用三位数密码控制烙铁温度,使一般操作者不能随意滥调温度而对产品品质造成影响。
C. 自动休眠及断电功能 烙铁头的优劣某种程度上也反映了烙铁的好坏,如果一台烙铁在高温下长时间不使用,其烙铁头在没有焊锡保护的情况下极易氧化,从而使可焊性下降,并且会大大缩短它的使用寿命。无铅烙铁会在超过 20 分钟左右不使用本焊台的情况下自动降温到 200℃,当再次使用时自动快速回温至所设定的温度;如果超过60分钟左右不使用烙铁则自动切断电源,这样在保护烙铁头的同时也减小了能源的浪费和安全事故的可能性。
D. 结构牢固,外形美观 外壳采用一次性铸铝,不会因为保护不周而象其他塑料外壳一样容易造成烫坏或划痕,同时也具有良好的散热性能,相对提高了焊台的线路性能的稳定。
Weller,Hakko, Metcal等主要焊台生产厂家的解决方案
A. Hakko的解决方案:(代表产品:Hakko931; Hakko938; Hakko951)
1. 提高焊台的功率:从 60W 提高到 75W 甚至100W
2 提高焊笔的导热性能:改变焊笔的结构,将烙铁头与发热体做成整体。
由于烙铁头与发热体整体化,使用户使用成本出现巨大提高。
B. Metcal的解决方案:(代表产品:MX500; SP200)
提高焊笔的导热性能:改变焊笔的结构,将烙铁头与发热体做成整体。
由于烙铁头与发热体整体化,亦使用户使用成本出现巨大提高。
C. Weller 的解决方案:(代表产品:WS81; WSD81)
提高焊台的功率:从50W 提高到80W
提高焊笔的导热性能:改变导热材质。由一般合金改为贵金属,提高导热性能。
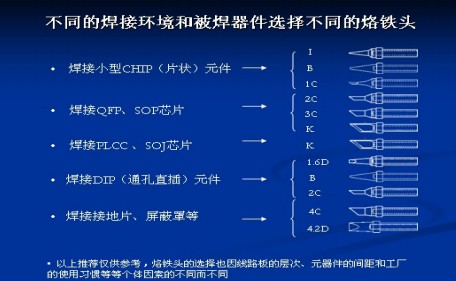
7.无铅焊接时该如何选择焊接温度?该如何选择烙铁头形状?
对于无铅焊接温度的选择,应该考虑到 PCB 板的厚度、焊盘的大小、器件以及周围是否有较大散热面积,常规焊点建议使用温度选择在350℃左右,在满足要求的情况下烙铁头的大小尽可能的选大的,因焊咀越大,热容量越大,设定温度可以较低,热量流失越少。这样的话焊接速度也会相对提高,保证焊接质量。
关于烙铁头的相应选择推荐一张图供大家参考
8.应用无铅焊接后,焊咀寿命会大幅缩短! 如何对烙铁头进行的正确维护及延长寿命?
一般焊咀结构,内部主要由铜制成,外面会镀上铁(镀铁层),而镀铁层前端会镀上锡(镀锡层),后端则会镀上抗氧化的铬。由于锡和铁同样属于高活动性的金属,所以他们很容易会结合成混合金属,特别是在高温的状态下。而且在焊接时所使用的助焊剂(特别是高活性的)亦是加速他们产生混合金属反应的催化剂。
烙铁头在首次使用时应先将温度调至250℃,然后清洁焊嘴,再加上一层新锡作保护,进行焊接工作时,先清洁焊嘴上的旧锡,再进行焊接,之后放回烙铁架,再次焊接时重复以上动作。
烙铁头的基材是由传热较好的铜材构成,表面电镀了铁\锡等物质,由于烙铁头工作在高温状态氧化迅速,因此在铜管内另加了一个钢管减缓氧化速度.在正常使用中应及时清理钢管中的氧化物,具体办法是每天(或隔几天)工作完成后取下烙铁头,头部朝上底部朝下轻轻敲击倒出氧化物。这样便可完全防止烙铁头烧结在发热芯上。
清洁海绵不宜太多水份,应将多余水份挤去。这样才可以使焊咀得到良好的清洁效果。使用非湿润的清洁海绵,会使焊咀受损而导致不上锡。
尽量使用低温焊接,如果焊咀温度超过470 度,它的氧化速度是380度的两倍。
切不可将烙铁头在清洁海绵上擦干净后放回烙铁架,并经常保持焊咀上锡,防止氧化,长时间不使用要关闭电源。
焊接时,烙铁头上上锡位置尽量避免一直在同处上锡,以免局部腐蚀影响整支烙铁头的使用。
焊接时,请勿施压过大,否则会使焊咀受损变形。
9.为什么焊咀表面不能上锡?
因以下情形导致焊咀产生锡和铁的金属间化合物且氧化迅速焊咀不上锡
A.焊咀长时间暴露于高温状态
B.在闲置时没有上新锡保护或没有关闭焊台电源
C.在干燥或不干净的海绵或布上擦洗烙铁头
D.焊咀上是否沾满碳化助焊剂 (碳化物及助焊剂残渣是否黏附着镀铁层)
E.不良镀层或焊料或焊接表面不干净
10.如何恢复一个不上锡的烙铁头?
可用以下方法进行操作:
A.将焊台温度降至 280度左右,把烙铁头放在潮湿的海绵上反复擦拭且不间断的上新锡保护,重复上面动作只至烙铁头光亮上锡为止。
B.用80#聚亚安酯研磨泡沫块或 100#金刚砂纸除去烙铁头镀锡面上的污垢和氧化物。
C.日常合理的维护保养也可有效地阻止烙铁头不上锡。
备注:如果焊咀沾满碳化助焊剂,焊咀便不能够溶锡把足够的热量传送到焊点上,因为焊咀是必须要透过溶锡作为媒介传送热量的。此外,焊咀镀铁层会因为溶锡不足而外露氧化,再加上锡和铁的金属间化合物氧化,焊咀便会迅速被损耗。在高温情况下更容易产生此现象,所以应尽量降低焊咀温度。
<上一页12 关键字:无铅焊接 焊台 焊锡 电烙铁 测试工作坊 本文链接:http://www.cntronics.com/public/art/artinfo/id/80004797?page=2
