论新一代焊接趋势
中心议题:
- 无铅焊接的趋势
- 无铅焊料
- 无铅焊接工具
- 由一些合金混合物来替代原有的铅
- 焊接过程越短,焊接质量就越为可靠
日本在2004年禁止生产或销售使用有铅材料焊接的电子生产设备。欧美在2006年禁止生产或销售使用有铅材料焊接的电子生产设备。采用无铅焊接已是大势所趋,国内一些大型电子加工企业,更会加速推进中国无铅焊接的发展。
摩托罗拉先进技术中心主任IwonaTurnik博士在IPC主办的Works99会议发表的市场调查报告中表明:
1.20%的消费者在购买时会主动考虑环境问题。
2.45%的消费者购买动机是因为产品对环境安全。
3.50%的消费者更换品牌是因为发现它对环境有害。
4.76%的消费者将在价格和质量相当的情况下首先选择环保产品。
例如,日本所有的大型消费类电子产品公司都在大量生产无铅电子产品,推销时使用“绿色产品”作为竞争卖点,特别是消费类电子市场。松下1998年推出了无铅微型CD播放机,包装上用了一片绿色的树叶,作为环保安全标志,市场份额增长显著:从4.7%增长到15%。
汽车行业将是“无铅”趋势的主要动力。汽车“无铅”化不仅对环保有益,而且无铅焊接也改善了焊点的耐温特性。大部分汽车电子部件都被安装在发动机室,因此要承受更高的工作温度(高达摄氏150度)和更剧烈的温度变化。竞争的压力以及担心被排挤出国际大市场的双重考虑,使全球大部分主要电子生产厂家开始为无铅产品做准备。
信息产业部经济运行司高振杰处长介绍,酝酿两年之久的《电子信息产品污染防治管理办法》有望在年内出台。
管理办法(初稿)规定电子信息产品的设计应当考虑其对环境和人类健康的影响,应选择无毒、无害、易于降解和便于回收利用的方案。生产者应当采取措施逐步减少并淘汰电子信息产品中铅、汞、镉、六价铬、聚合溴化联苯(PBB)、聚合溴化联苯乙醚(PBDE)及其它有毒有害物质的含量。欧盟公布的《关于在电子电气产品设备中禁止使用某些有害物质指令》,规定自2006年7月1日起开始在欧盟市场禁止销售含有铅、汞、镉等6种有害物质电子电气设备。
作为应对该指令的措施,我国出台这项管理办法,其禁铅时间表有可能与欧盟同步,也就是说我国将在2006年7月1日起投放市场的国家重点监管目录内的电子信息产品不能含有上述6种有害物质。
业内人士表示,该管理办法出台将意味着电子信息产业面临着一场技术革命,电子产品无铅化包括无铅焊料、新型助焊剂、电子组装无铅化设备、新的工艺参数等一系列问题,需要企业与研究机构高度重视与及早应对,否则在今后的国内外市场竞争中国内企业将陷入被动局面。
为了适应这一系列焊接工艺的变革、适应市场的客观需求,无铅焊接的工艺要求也成为了很多企业的工作主题。
无铅焊由无铅焊料、无铅焊接工具、无铅焊接环境三部分组成,而这三部分中的每一项对于无铅焊接的成功与否都是至关重要的。
一.无铅焊料:
与传统的含铅焊料相比,无铅焊料的原理就是由一些合金混合物来替代原有的铅,其特点就是这种合金的熔融温度要略高于含铅焊料。
以Sn/Ag合金为例,其熔融温度为221摄氏度,高于含铅焊料的熔融温度183摄氏度,而另一些无铅焊料Sn/Ag/Cu熔点为218摄氏度、Sn/Ag/Cu/Sb熔点为217摄氏度。
二.无铅焊接工具:
无铅焊接工具与以往含铅焊接相比,生产设备方面不会有太多的改变,而对于返修工艺来说,将面临更大的挑战。
如前段无铅焊料中,已提及无铅焊料的原理就是由一些合金混合物来替代原有的铅,而这些合金材料的成分中Cu的使用最多。Cu是易氧化物,其氧化物CuO2与Cu相比硬度降低,就如同氧化铁(铁锈)。一旦无铅焊料中的Cu在焊接过程中焊接时间过长,就容易造成被氧化,最终会成为产品质量的缺陷。
由此可以得出结论,焊接过程越短,焊接质量就越为可靠!
在目前市场上有多款面向于无铅焊接领域的烙铁,对此做出了一个实验(如下图)
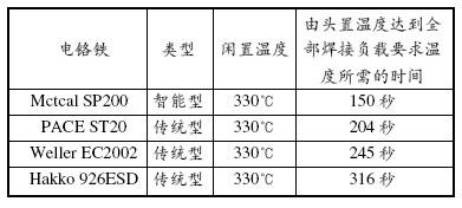
以下是2个试验条件和结果:
1.4种烙铁头的温度都设在329Co,每个烙铁头连续完成10个焊点,每个焊点的温度达到同样的温度232Co时,完成下一个焊点。
当10个焊点都完成后,记录每种烙铁所用的全部时间如下:
METCAL——150秒PACE——204秒
WELLER——245秒HAKKO——316秒
该试验表明,METCAL烙铁所用时间最短,说明其功率输出效率高,比HAKKO的速度快一倍以上。
关键字:焊接 无铅焊接 电烙铁 测试工作坊 本文链接:http://www.cntronics.com/public/art/artinfo/id/80004279
