基于S7-300的交流伺服系统在汽车仪表板生产线上的应用
中心议题:
- 探讨S7-300的交流伺服系统在汽车仪表板生产线上的应用
- 上位机采用研祥EWS.843P一体化工控机
- 采用西门子S7—300PLC为核心的交流伺服系统
引言
以前的伺服驱动系统多以直流系统为主,这是因为直流电机调速比较方便,本身的机械特性较硬,但直流电机由于有电刷换向,不适用于防爆场合,且结构复杂,维修不便。近年来由于电子技术飞速发展,交流调速技术日趋成熟,其调速性能可与直流系统相媲美,并正逐步取代直流电机调速。
我公司的原系统为CANN0N公司独立研制,以STD总线、Z80CPU为核心的单片机组成的直流伺服控制系统。该系统抗干扰能力差,软硬件资料不详,维修困难,且备件价格贵,采购周期长,经常造成停机。因此我们采用西门子S7—300PLC及位控模块FM357、SIM0DRIVE611A伺服驱动模块、1FK6伺服电机构成的数控系统对原系统进行了改造。
1系统组成和工艺流程
1.1系统组成
系统组成框图如图1。
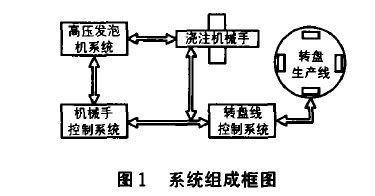 由图可知,机械手控制系统是整个汽车仪表板生产线的核心,它主要完成高精度的定位控制、与上位机通讯、数据采集、故障报警,以及控制发泡机高压循环及浇注时间,接收来自转盘线的速度信号以适应转盘不同运行方式。高压发泡机系统主要完成ISO(异氰酸酯)和POL(聚醚多元醇)2种发泡料的流量、压力调节及原料循环控制。转盘控制系统主要完成转盘速度调节及模具开合控制。
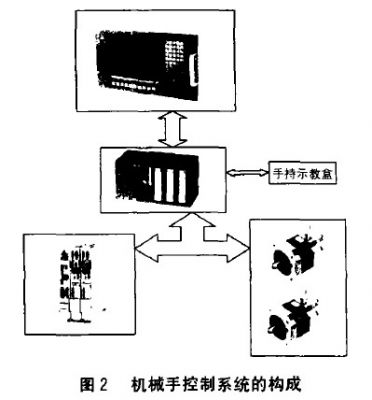
由图可知,机械手控制系统是整个汽车仪表板生产线的核心,它主要完成高精度的定位控制、与上位机通讯、数据采集、故障报警,以及控制发泡机高压循环及浇注时间,接收来自转盘线的速度信号以适应转盘不同运行方式。高压发泡机系统主要完成ISO(异氰酸酯)和POL(聚醚多元醇)2种发泡料的流量、压力调节及原料循环控制。转盘控制系统主要完成转盘速度调节及模具开合控制。机械手控制系统是此次改造的重点,该系统的主要构成如图2。
 123下一页> 关键字:交流 伺服系统 PLC 汽车生产线 本文链接:http://www.cntronics.com/public/art/artinfo/id/80015367
123下一页> 关键字:交流 伺服系统 PLC 汽车生产线 本文链接:http://www.cntronics.com/public/art/artinfo/id/80015367 硬件配置如下:
(1)上位机采用研祥EWS.843P一体化工控机,体积小巧,操作方便,主要完成参数设定,故障显示等。(2)以西门子S7.300PLC为核心,CPU模块为CPU316-2DP,主要具有与上位机通讯、处理I/O模块、控制计数器模块、位置控制模块的功能。(3)输入模块为32点的SM32l,输出模块为l6点的SM322主要完成数字量的I/O控制。(4)FM357位置控制模块主要完成高精度的定位控制。(5)FM350计数模块主要采集来自转盘的光电码盘信号,以便完成与转盘的协调控制。(6)SIMODRIVE6l1A伺服驱动模块主要接受FM357的控制信号,为伺服电机提供动力。(7)1FK6交流伺服电机为执行电机。
1.2系统工艺流程
系统工艺流程如图3。
 2系统软件构成
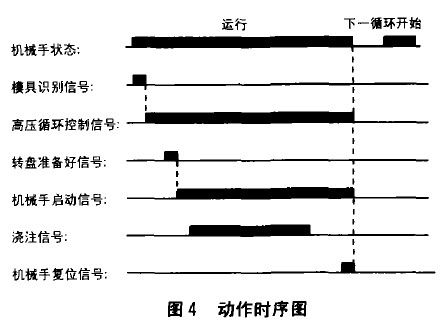
2系统软件构成2.1系统的动作时序
系统的动作时序图如图4。
 <上一页123下一页> 关键字:交流 伺服系统 PLC 汽车生产线 本文链接:http://www.cntronics.com/public/art/artinfo/id/80015367?page=2
<上一页123下一页> 关键字:交流 伺服系统 PLC 汽车生产线 本文链接:http://www.cntronics.com/public/art/artinfo/id/80015367?page=2 2.2程序框图及系统软件
系统上位机监控软件采用西门子公司WINCCV5.0软件,运用该软件设计显示浇注轨迹及示教参数输入等,中文人机界面,操作方便。
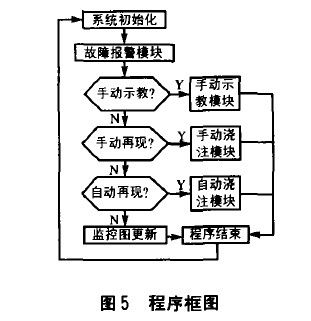
下位机PLC程序采用西门子公司STEP7V5.1软件,实现编程监控。程序框图如图5。
3结束语
由于采用西门子S7—300PLC为核心的交流伺服系统代替原来的以单片机为核心的直流伺服系统,大大提高了控制可靠性。改造后的系统能完全满足与发泡机、转盘的协调控制,符合注模工艺要求,系统性价比高,操作方便,经济效益显著。<上一页123 关键字:交流 伺服系统 PLC 汽车生产线 本文链接:http://www.cntronics.com/public/art/artinfo/id/80015367?page=3
