逆变电源的IGBT保护技术
中心议题:
解决方案:- 在IGBT的驱动电路中设置栅极压限幅电路
- 给IGBT主电路设置关断缓冲吸收电路
- 计保护电路为立即保护型
- 在短路和过载时能切断IGBT的输入
弧焊逆变电源广泛应用于造船、机械、汽车、电力、化工、石油、轻工业、航天、国防工业等 部门。近年来大功率电力电子器件IGBT以其独特的优点受到众多厂家的青睐,并逐步应用于现代弧焊逆变电源中。然而弧焊逆变电源工作环境恶劣,其负载决定了其工作电流变化剧烈。
如果我们对IGBT性能和特点存在模糊认识并且在控制方法和保护技术等方面未采取有效的措施,则很有可能会损坏IGBT,从而使人们开始怀疑IGBT的质量是否真正符合资料上所列出的各项参数。本文针对以上问题介绍了一种应用电路硬件保护和单片机控制程序保护相结合的方法来对 IGBT进行有效的保护。
IGBT 的工作原理
1 IGBT结构
IGBT结构上与MOSFET十分相似,只是多了一个![]() 层,引出作为发射极,栅极、集电极与MOSFET完全相似。其简化等效电路如图1所示。
层,引出作为发射极,栅极、集电极与MOSFET完全相似。其简化等效电路如图1所示。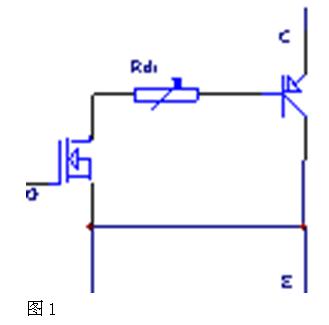
IGBT的工作原理:IGBT由栅极电压正负来控制。当加上正栅极电压时,绝缘栅下形成沟道,MOSFET导通,相当于![]() 接到E,为PNP晶体管提供了流动的基极电流,从而使PNP管(即整个IGBT)导通。当加上负栅极电压时,IGBT工作过程相反,形成关断。
接到E,为PNP晶体管提供了流动的基极电流,从而使PNP管(即整个IGBT)导通。当加上负栅极电压时,IGBT工作过程相反,形成关断。
2 IGBT安全工作区
在IGBT开关过程中,大电流和大电压的重叠造成主要的功耗,同时承受较高的di/dt和dv/dt即电流电压应力。特别是运行在PWM硬开关状态下, 这是影响可靠性的重要原因。为了保证其安全可靠的工作,不仅有电流电压的限制,还必需使其动态过程的运行轨迹在安全工作区内。
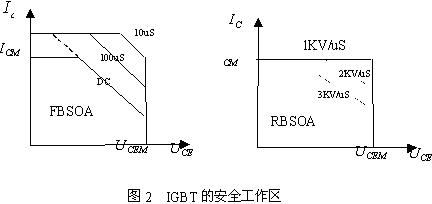
如图2所示,正偏安全工作区 FBSOA是指栅极加正向电压时的安全工作区,对应于导通状态。三条边界分别对应允许电流、允许电压和允许功耗。随着导通时间增长,功耗和温升增加,安全工作区缩小。
IGBT关断时为反向偏置,对应安全工作区为反偏安全工作区RBSOA。除了电流电压边界外,另一边界为器件关断后的重加电压上升率。因此,电压变化率越大,安全工作区越小。实际上就是因为IGBT动态擎住效应的限制的缘故。
所以在弧焊逆变电源的设计中,限制过电流和过电压、改善器件的运行特性以及降低功耗,都有重要的意义。在不同的工作状态下,保证IGBT在安全工作范围内并处于较好状态下,是提高整机可靠性的关键技术。
IGBT的保护措施
由于其结构和安全工作区知IGBT的可靠与否主要由以下因素决定:
1、栅极与发射极电压
2、集电极与发射极电压
3、流过集电极的电流
4、IGBT的结温
以上的四个因素在工作环境恶劣的弧焊逆变电源中都是需要注意的,尤其是第二项和第三项是我们在设计保护电路中重点考虑的内容。
1 IGBT栅极的保护
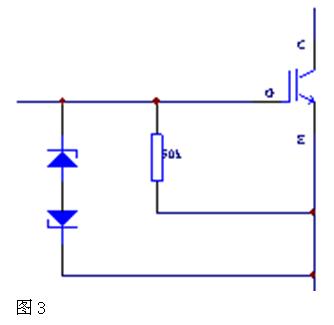
IGBT的栅极-发射极驱动电压![]() 的保证电压为+/-20V ,因此在IGBT的驱动电路应当设置栅极压限幅电路;另外由于焊接电源设备工作环境非常恶劣,在运输或振动过程中可能会使栅极回路断开,这时如果电源设备开始工作,则随着集电极电位的变化,由于栅极与与集电极和发射极之间寄生电容的存在,使得栅极电位升高,集电极-发射极间有电流流过。
的保证电压为+/-20V ,因此在IGBT的驱动电路应当设置栅极压限幅电路;另外由于焊接电源设备工作环境非常恶劣,在运输或振动过程中可能会使栅极回路断开,这时如果电源设备开始工作,则随着集电极电位的变化,由于栅极与与集电极和发射极之间寄生电容的存在,使得栅极电位升高,集电极-发射极间有电流流过。
这时若集电极和发射极处于高压状态时,会使IGBT发热,极易引起IGBT损坏。为防止此类情况发生,可在IGBT的栅极与发射极间并接一只50~100欧姆的电阻,此电阻应尽量靠近栅极与发身极。如图3所示。
2 集电极与发射极的过压保护
弧焊逆变电源进入焊接状态时,输出端即从空载转入接近短路状态,这时要求输出电流必须处于所需要的恒定状态。理论上,采用恒流闭环控制系统即可以控制电源的短路电流,但实际短路时,输出电压很低,即IGBT的工作脉宽很窄,才能保证输出电流恒定,这就造成了IGBT在很短的导通期间,吸收电容未分放电而马上关断,且因分布电感和漏感的影响,IGBT的关断是在承受较高的反压下进行的,极易使IGBT损坏。
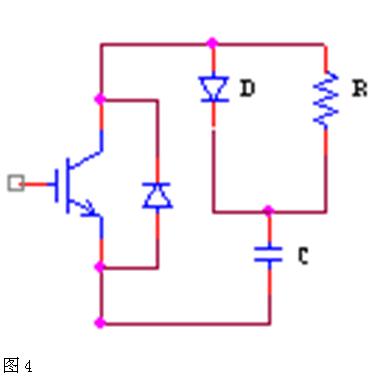
为了使IGBT关断过电压能得到有效的抑制并减少关断损耗,需要给IGBT主电路设置关断缓冲吸收电路。IGBT的关断缓冲吸收电路分为充放电型和放电阻止型,从吸收过电压的能力上来说,充放电型效果较好,所以可在弧焊逆变电源中的IGBT过压保护缓冲电路可采用图4所示缓冲吸收电路:
在此硬件电路的基础上,结合单片机的控制系统可检测输出电压低于某一设定值时,单片机便认为负载电弧是处于短路状态,这时单片机便对IGBT的最小脉冲宽度进行限制,以保证吸收电容有足够的放电时间,从而降低IGBT的关断反向电压。
同时为保证输出电流恒定,单片机在判断输出为短路时将逆变器的等脉冲宽度调节(PWM)变为频率调节控制(PFM),即脉冲分频控制,输出电压越低,输出脉冲的频率越低。其单片机程序过程如图5所示:
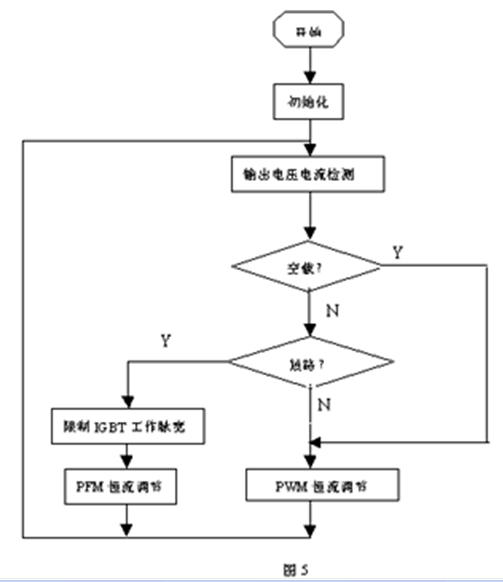
这与传统的简单限流或直接关闭IGBT的控制方式有本质的区别,它是利用单片机的智能性改变其工作方式来保护IGBT的安全,从而可靠的保证IGBT的安全。
3 过流保护
过流对IGBT来说,是产生原因最复杂、发生次数最多、损坏概率最高的事件,也是国内弧焊逆变电源容易损坏的主要原因。IGBT正常工作时,导通期间的电流包括开通时的尖峰、折算到原边的焊接电流和关断时的拖尾电流。
在设计IGBT的过流保护时,主要可采取以下三条措施:首先选择IGBT器件时,使其最大工作电流只占IGBT 的30%左右,其目的就是要使IGBT的安全工作区尽可能在一些,以避免IGBT的擎住效应;其次针对元器件失效等偶发性故障,如输出失控、IGBT损坏、功率变压器击穿、短路、高频整流快恢复二极管损坏引起的过电流行为.
应设计保护电路为立即保护型。即保护电路动作后,切断供电电源,停止逆变电源工作;最后,对元器件并没有失效,而是由于某种其它原因如负载突然加大造成的过流,可尝试采用一种慢降栅压的电路来实现如图6: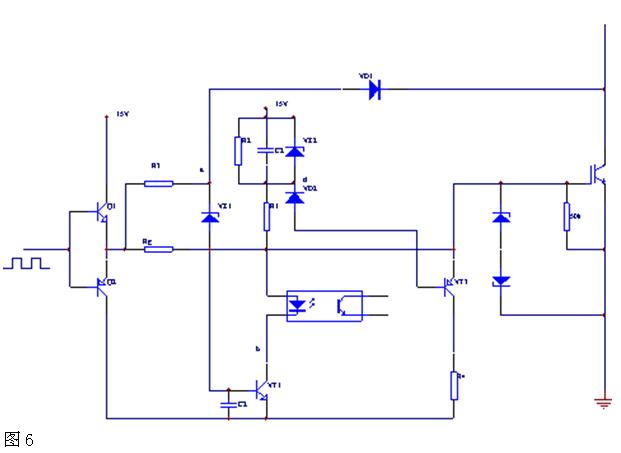
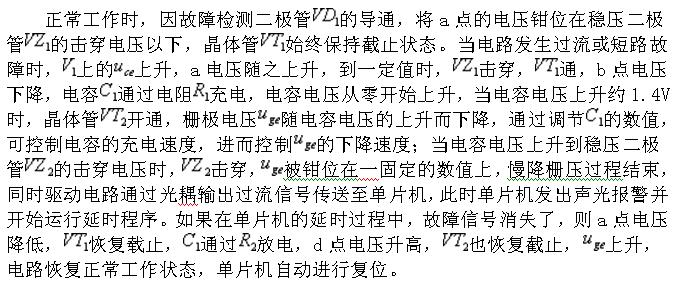
如果单片机在延时结束后,故障信号仍存在则由单片机切断所有IGBT的输入脉冲,设备停止工作,此时要通过手动复位才能恢复正常工作。这种电路既能保护逆变电路和IGBT的安全,又不会在瞬时过流时中断逆变电源工作所以是一种非常有效的保护方式。
4 过热保护
在焊接工作时由于工作环境恶劣,流过IGBT电流很大,并且开关频率较高,所以器件的损耗也较大,如果热量不能及时散掉,使结温Tj超过Tmax ,则会引起IGBT的损坏,在热设计时还要考虑在短路和过载时,IGBT也不能过热而损坏。
适当加大散热系统是保护焊接电源正常工作的必要条件,但由于散热系统不可能无限制扩大,所以要在靠近IGBT处安装一温度继电器来检测IGBT的工作温度。当温度超过所设定的最高温度时切断IGBT的输入,保护其安全。
最后:本文介绍了利用硬件保护电路并结合单片机的程序对弧焊逆变电源中IGBT进行保护的方法和措施。该方法不仅从硬件电路上设计了可靠的保护电路,而且还利用单片机的程序来对设备工作状态进行判断后选择工作方式来间接对IGBT进行保护.
这样不仅保护了IGBT的安全还保证了该电源即使在恶劣的环境的中也能可靠稳定的工作。所以在实际应用中只要我们考虑到IGBT的不同容量、型号并参考以上方法采取相应的保护措施就可以达到满意的效果。
