倍福为汽车制造商提供基于 EtherCAT 和 PC 的交钥匙自动化解决方案
高效的运动控制助力提升五轴光纤激光切割系统的精度和性能
BOS Innovations 公司为一家全球领先的汽车制造商实施了 L-MS 光纤激光切割系统交钥匙解决方案。他们采用的倍福驱动技术可以精确协调五轴联动进行切割,并确保高功率激光切割设备能够加工具有严格公差要求的零件。此外,通过基于 PC 的控制技术能够灵活应对不同的客户需求。
总部位于安大略省多切斯特的 BOS Innovations 公司既是一家原始设备制造商,也是一家系统集成商,他们不仅能够提供成套设备,而且能够开发老旧设备升级改造解决方案,并集成到现有的工厂生产线中。“25 年来,我们与北美主要厂商合作,为汽车制造等重工业应用领域研发创新的利润驱动解决方案。”BOS 公司总裁 Ben Huigenbos 说道,“我们已在全自动装配线、先进的焊接和激光加工机器人、多机器人协调运动控制、协作机器人和质量检测方面都具备核心竞争力。”
BOS 公司为一家汽车一级供应商实施的 Laser-Motion System(L-MS)就很好地印证了这一点。L-MS 是一款先进的光纤激光切割机,配备了用于精密数控加工的直驱直线运动系统。这款高功率激光切割机通过五轴联动加工具有严格公差要求的复杂零件。“L-MS 还需要增加一个可以装卸工件并将工件移动到去毛刺、视觉检测和打标工位的机器人,才能成为真正的交钥匙系统。”BOS 公司激光与运动系统技术经理 Steve Van Loon 说道。
激光切割聚焦灵活的模块化控制
为了确保 L-MS 能够为客户提供两全其美的解决方案,BOS 公司在设计之初就把灵活性和模块化放在首位。除了标准的 1 kW 光纤激光器之外,切割头还可以容纳两个 0.5-6 kW 的激光源,甚至可以支持焊接(也包括远程焊接)。系统可以选择配备排烟装置、自动排渣装置、自动门,以及可供操作人员或机器人装料的安全扫描仪。光纤激光切割机在进行切割时,首先将工件竖放在平坦的床身上,或者使用带附加伺服轴的耳轴系统,将工件旋转 360 度。通过增加这样一个转盘,装料过程可以与激光加工过程同时进行。设备体积也同样灵活:L-MS 系统是一个约 2 米长的立方体,专为加工长达 1300 毫米的工件而设计,同时也可以在各个侧面进行扩展,以适应多种尺寸工件的加工。
若想达到这样高的灵活性,首先需要高性能且具有高适应性的控制系统和网络技术,让设备能够与生产线上的其它系统集成。其次,切割轴需要配备高度同步的电机和驱动产品,才能确保工件加工质量。同样重要的还有开放性,它是实现与机器人控制器、去毛刺组件和视觉系统实时通信的保障。针对这个问题,Steve Van Loon 与机械设计师 Riley Tomiuck 和 Scott McCall 合作进行设计。他们的团队确定,L-MS 系统的性能需求比传统现场总线和硬件 PLC 能够提供的性能高很多,因此他们转向使用倍福的解决方案。
“倍福就是我们实现各种要求苛刻的伺服应用的救星,比如 L-MS 系统。”Van Loon 说道。十年前,BOS 在一款配备约 50 根运动轴的大型纸板加工系统上首次采用了倍福的自动化技术,并推广应用到更多其它项目中。随后在 2018 年,公司采用倍福技术成功打造了用于切割 SUV 车板的第一代 L-MS 系统,并成为公司产品系列中的标准产品。在这个项目中,BOS 公司团队与倍福当地自动化销售工程师 Dean Herron 以及应用工程师张芮组建的工程师团队展开了密切合作。
配备 EtherCAT 的运动控制系统表现优异
BOS 公司通过使用各种旋转伺服电机和直驱解决方案以及 EtherCAT 通信系统实现 L-MS 中的精确运动控制。设备加工壁厚各不相同的八角形钢管工件,在每个工件的一端切割 21.5 度大小的角,并处理带 6 或 12 个孔两种规格的工件,同时保持严格的公差要求。
水平轴采用的是速度高达 6 m/s 且最大推力高达 4500 N 的倍福 AL2800 系列直线电机。“X 轴和 Y 轴在加速度、速度和精度方面都有高动态要求,因此必须使用直线电机。”Steve Van Loon 说道。这家汽车制造商的设备有一根 Z 轴和一个耳轴系统,它们都使用了 AM8000 伺服电机。配备高速控制技术的 AX5000 伺服驱动器非常适合用于实现高动态应用,它们允许轻松集成一个体积较小的第三方电机来控制切割头上的θ 轴。伺服电机和伺服驱动器中采用的单电缆技术(OCT)显著减少了布线工作量。
“每台设备都配备了 EtherCAT 分布式时钟功能,可以实现精确同步和小于 1 μs 的时间误差,非常适合用于控制 L-MS 这样的协调运动系统。”Dean Herron 解释说道。倍福的 EtherCAT I/O 产品系列种类丰富,并具有良好的开放性,支持 30 多种通信协议,比如可以通过添加 EtherNet/IP 总线耦合器等方式轻松连接生产线上的其它系统。
BOS 公司除了使用倍福提供的各种节省空间的 EtherCAT 耦合器和 I/O 端子模块之外,还安装了 TwinSAFE 端子模块,以确保系统功能安全。通过这种方式,工程师就可以将安全功能直接集成在标准 I/O 网段中,张锐介绍道:“BOS 在这台设备上配备了 EL6900 TwinSAFE 逻辑端子模块,用作安全 PLC,从而消除了耗时的安全开关设备硬接线,降低了复杂性。所有 I/O 都布署在同一个机架上,或者通过 IP67 EtherCAT 端子盒安装在设备上,此外,它们还可以在标准的 TwinCAT 开发环境中便捷地创建安全逻辑。”
TwinCAT 让工程师们能够选择他们最熟悉的或最适合自己项目的编程语言。在这个项目中,他们使用了 TwinCAT PLC 和 CNC 软件包,在众多功能特点中,他们对 G 代码使用等功能的表现赞赏有加。“TwinCAT Motion Designer 对 AM8000 系列伺服电机的选型也有很大帮助。”Steve Van Loon 补充说道。
控制平台的核心是一台搭载 Intel? CoreTM i7 四核处理器的倍福 CX2040 嵌入式控制器。一台 15.6 英寸的高分辨率 CP2916 多点触控控制面板非常适合用于查看视觉检测结果。
两全其美的系统
整套 L-MS 系统于 2020 年底正式上线并交付给终端用户使用。系统通过高速控制和自动装料功能实现了每个工件 40 秒甚至更短的循环时间。“L-MS 系统以 2 米/秒的速度和 1.25 g 的加速度平稳运行,客户称赞这是他们见过的切割精度最高的系统。”Steve Van Loon 总结道。“这要归功于控制器的运算速度和我们用 TwinCAT Scope 完成的微调。通过软件示波器,我们可以在屏幕上看到所有参数,并收集包括跟随误差、加速度和减速度等在内的每根轴的数据,以优化系统性能。
“协调运动需要在伺服驱动器和运动规划器之间传输大量数据。实践证明,EtherCAT 是唯一能够处理这种情况的现场总线。”Van Loon 解释道。成品激光切割机不仅满足了汽车制造商的所有要求,而且帮助 BOS 公司赢得了其他客户的订单。
更多信息:
www.beckhoff.com.cn/machine-tools
图片译文
?

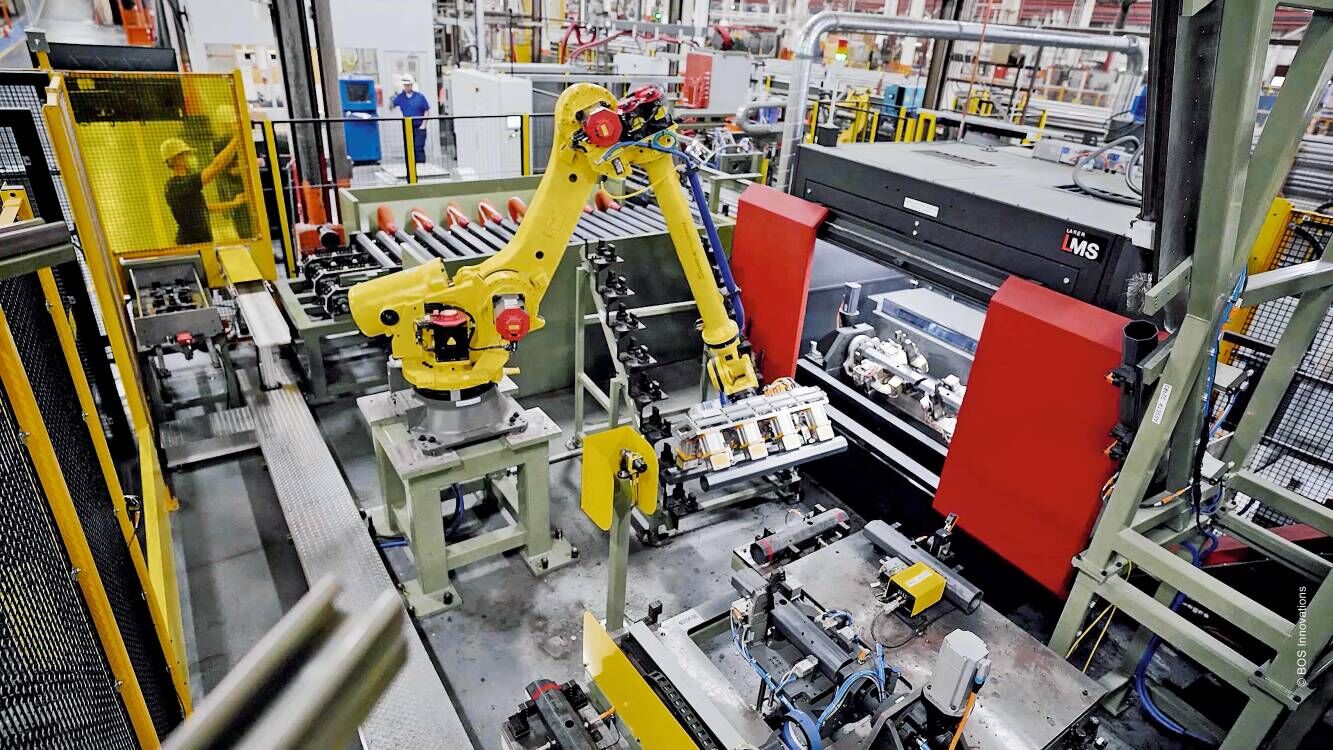
BOS 为一家一级汽车供应商布署了 L-MS 激光切割机,同时集成了自动装料、检测和去毛刺功能

用于动态轴控制的 2 通道 AX5000 系列伺服驱动器
?

倍福的高分辨率 CP2916 多点触控控制面板用作工业级操作界面
倍福的 CX2040 嵌入式控制器为协调高速激光
