方案分享 - 纸箱折耳机

背景介绍
作为应用最广泛的包装用品之一,纸箱承担着容装、保护产品、美观的重要责任。其市场需求也随着国内消费、物流运输及出口包装行业的蓬勃发展不断扩大。

为应对庞大的市场需求,进一步提高生产效率,节约人力成本;数字化印刷、一体化包装生产、自动化检验等先进技术正逐步应用于纸箱生产和质量管理的各环节中。目前我国的纸箱生产量位于世界第二,市场增速保持在7%以上。
产业链上下游:
裱纸机→切纸机→喷胶机→折耳包装机→成型机
设备介绍
纸箱折耳机主要完成对产品外包装盒的折边及折耳工作。
禾川纸箱折耳机,主要分为纸板输送、纸板四边预折及纸板折耳三部分。采用双工位设计,两台PLC进行组网通讯,一次可对两个纸板进行折耳,双工位互不影响,极大提高了设备生产效率。
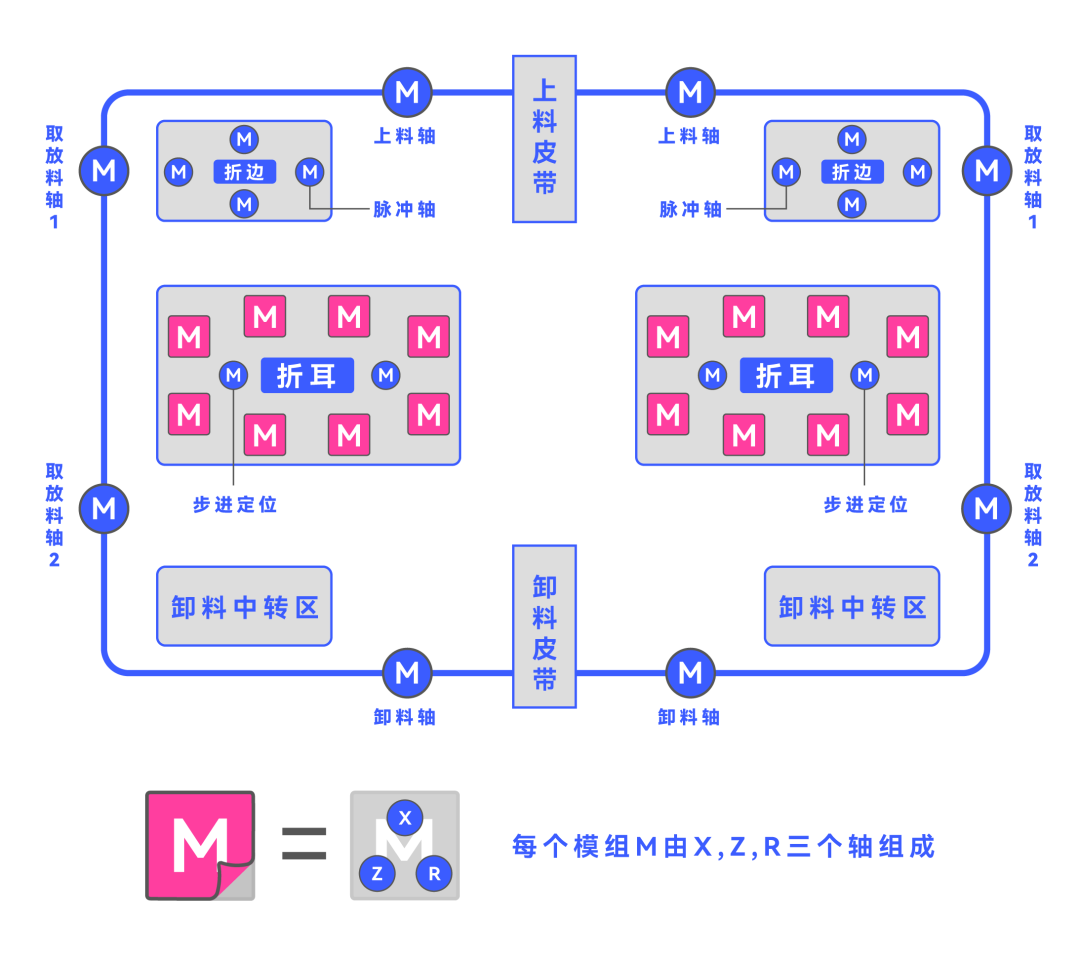
纸板输送:
由上料轴、取放料轴及卸料轴组成,负责对纸板进行上下料及工位移动
纸板四边预折:
由4个折边轴分别对纸板的4边进行预折
纸板折耳:
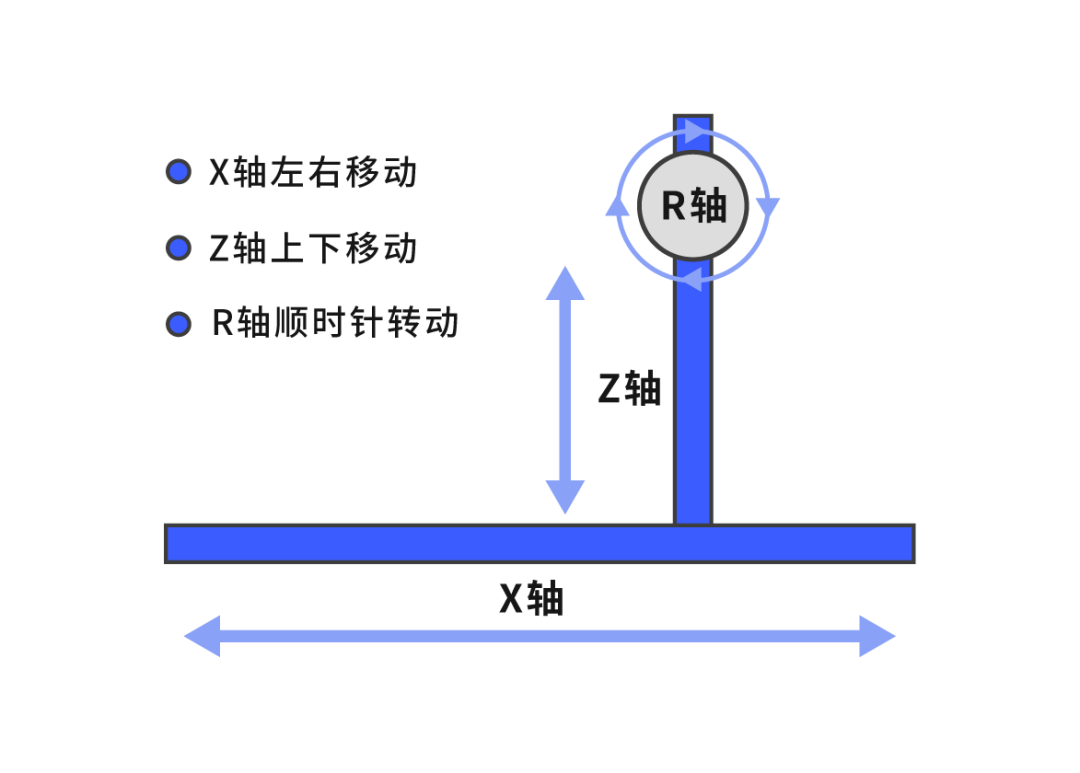
折耳部分由8组模组组成,每组互不干扰,每个模组分别由3个轴组成,分别是左右移动X轴、上下移动Z轴、旋转R轴
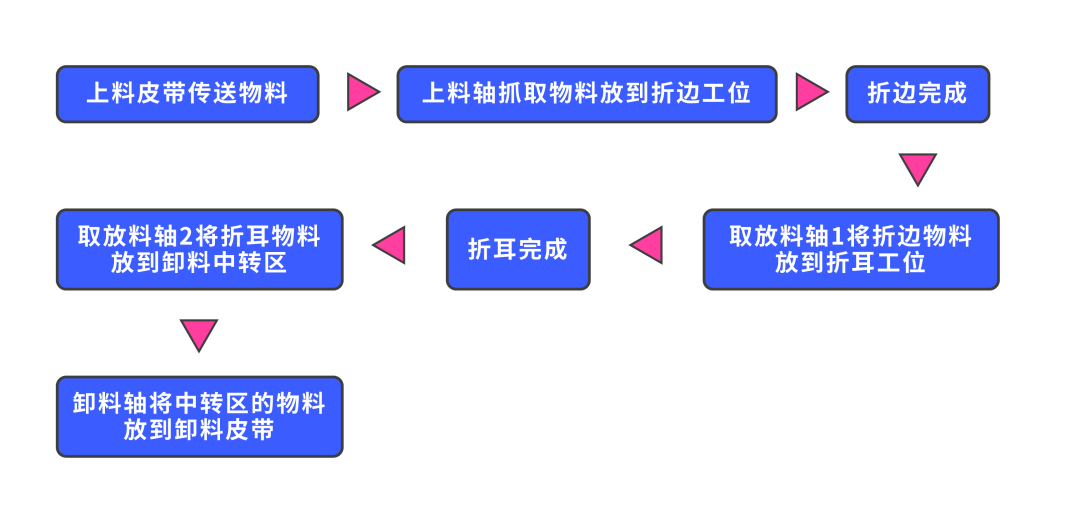
工艺流程
演示视频:

工艺算法
由于旋转轴带的夹爪是存在厚度的,在整个运动过程中其参考的基点以及旋转半径不同,所以根据基点的变化和旋转半径通过算法自行计算,通过输入所需折耳的窄边及长边尺寸自动计算出R轴0-360度,对应X轴,Z轴的运行轨迹。
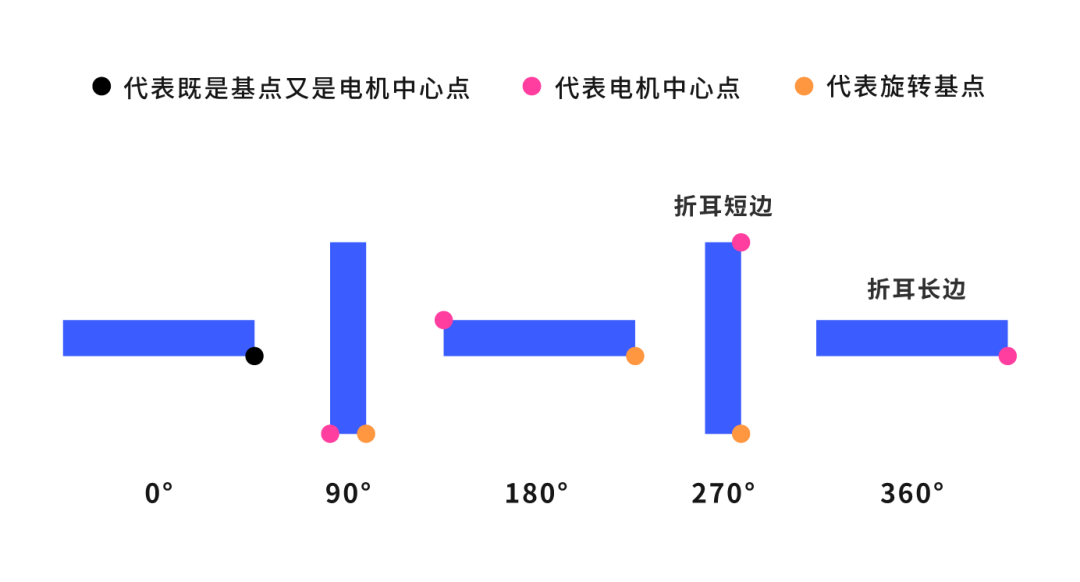
旋转电机上带的夹板顺时针旋转,R轴从0-90度,X,Z轴不动
R轴从90-180度,以折耳窄边为半径旋转90度,计算出X,Z的运动轨迹
R轴从180-270度,以对角线为半径旋转90度,计算出X,Z的运动轨迹
R轴从270-360度,以折耳长边为半径旋转90度,计算出X,Z的运动轨迹
背景介绍
拓扑图:
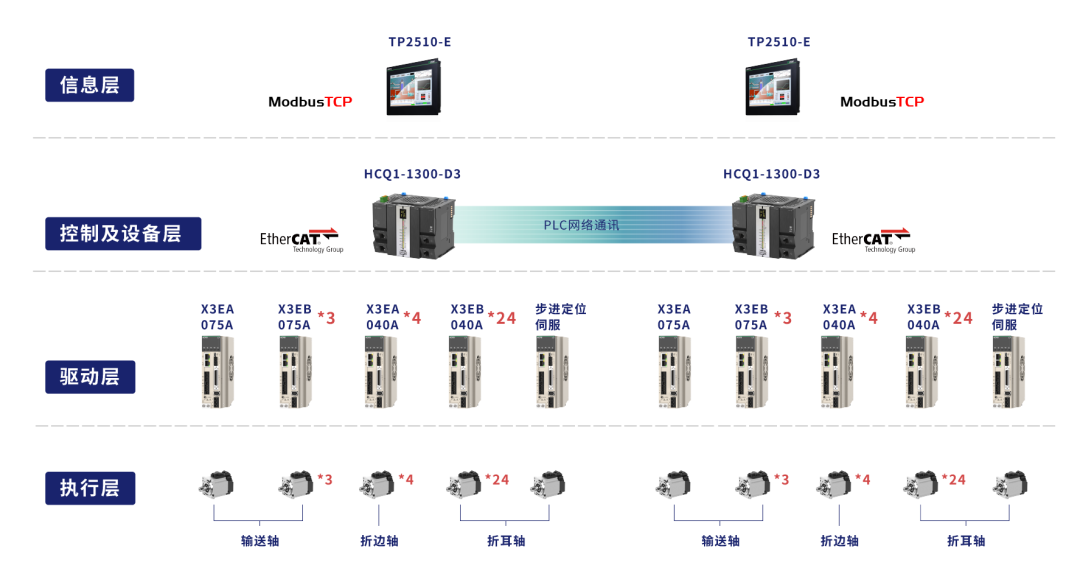
性能指标:
生产效率:18~20个/min
输送速度:1000mm/s
折边速度:600mm/s
折耳速度:400°/s
定位误差:小于0.01mm
方案优势:
1. 伺服响应速度快,定位精准,X3EB*27+X3EA*5总线扫描周期2ms
2. 存在配方功能,可以一键切换产品
3. 封装伺服参数为功能块,触摸屏上可修改伺服参数,便于操作及调试
4. 封装折耳轨迹计算为功能块,输入参数较少,计算精准,折耳达到更好的效果
