新时达上下料机械手控制系统助力机加工行业提质增效
对于机加工而言,采用机械手自动上下料能够满足用户大批量高节拍加工零件要求,缩短机械加工准备时间,提高生产效率,节省人力资源。新时达依托技术与产品优势,打造出PAC+HMI架构的上下料机械手控制系统,以“实时、稳定、可扩展”的特点助力机加工行业提质增效。
湖北某公司主要经营数控车床,立式数控加工中心等,该公司注重科技进步和产品创新,在数控机床制造和智能系统制造等方面,填补了国内该行业的技术空白,成功替代了进口产品,实现出口国外。
该公司所生产的高端数控车床,配备有独立的上下料桁架机械手,能大幅提升工件加工的效率和稳定性,受到用户的认可与青睐。
↓ 运动控制案例应用

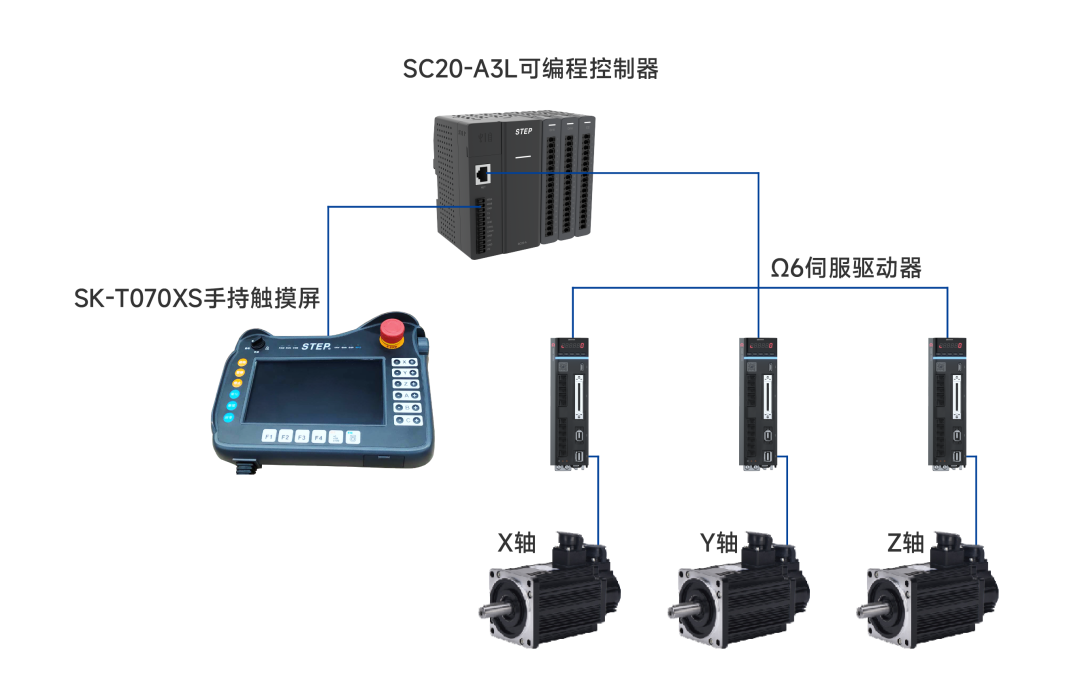
该机械手的运动控制器,采用新时达型号为SC20—A3L的PAC,基于EtherCAT控制轴运动,对应的手持触摸屏式示教器SK—T070XS,通过RS485与PAC进行通讯,而伺服驱动器则采用了新时达Ω6系列伺服驱动器。
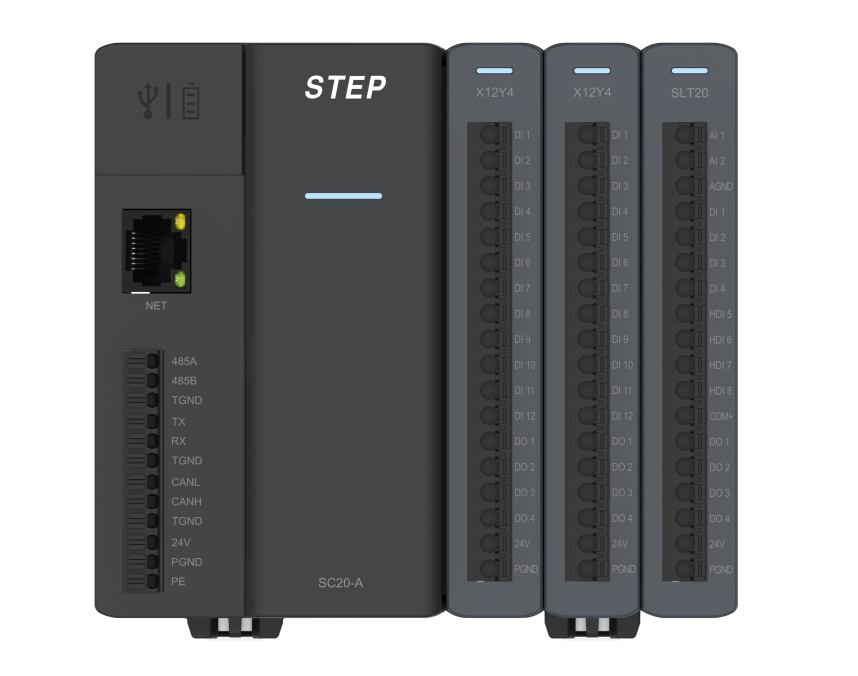
SC20—A3L PAC

辛格林纳Ω6伺服驱动器
1、设备机构
01 设备总体结构

该设备主要由衍架机械手(1)、料盘放置区(2)和CNC(3),三部分构成。
设备运作流程如下:
机械手收到CNC取料信号,机械手去料盘放置区取加工零件,取完加工零件去CNC里面,机械手用空的夹爪把已经加工好的零件取下来,再把需要加工的零件放上去。然后机械手离开CNC,CNC开始加工零件。
02 衍架机械手

衍架机械手有两个料爪,料爪一主要取待加工零件,料爪二主要取已经加工完成的零件。料爪是通过IO来控制,不输出IO就是料爪一,输出IO就是料爪二。
03 料盘放置区
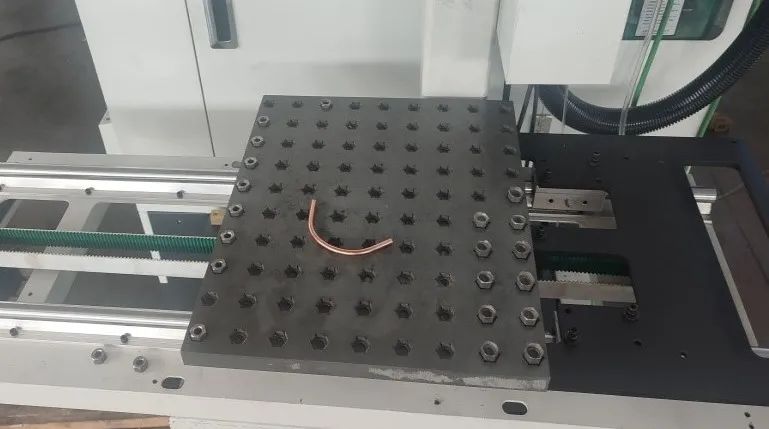
用于临时存放待加工的零件和已经加工完成的零件,
取放料有两种工艺:
· 料盘取料,固定点放料
· 料盘取料,料盘放料
料盘下面的传送带就是Y轴。
2、电气配置图
3、方案特色
1 总线控制 准确可靠
采用总线控制,减少接线,绝对式编码
IO扩展模块直接连接在PAC上,占用空间小
搭配手持触摸屏式示教器,方便示教点位
PAC通讯周期1ms
2 编程自由度高
针对加工工艺流程中的自动抓取、上料、 下料、码垛等不同动作及码垛执行顺序,用户可以调用PAC程序,自己对机床上下料机械手进行编程,达到想要的效果
在编程界面中,支持八种编程指令
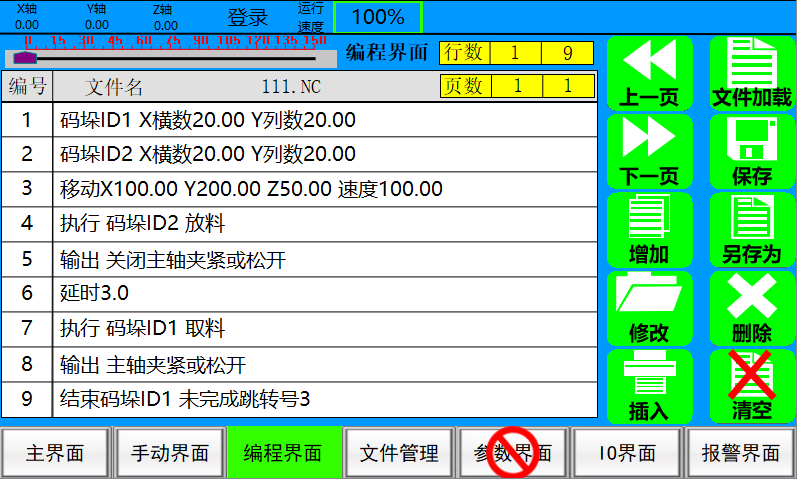
3 文件管理 方便快捷
文件管理界面支持对程序文件进行新建、另存为、重命名、删除、剪切、拷贝等操作
可存储100个程序文件
已经编程好的程序文件可通过U盘拷贝出,调试同型号的新设备时,再直接从U盘导入程序,不需要重新编写,方便快捷

4 双重安全 保护更安心
↓ 点击查看防撞保护演示

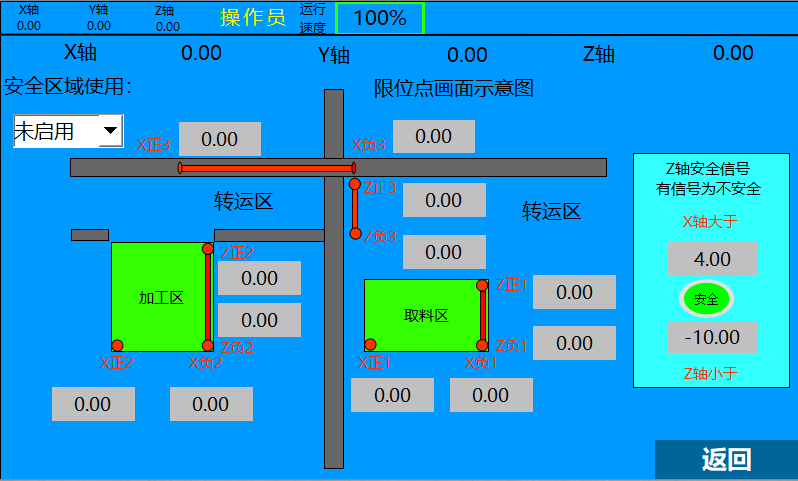
在参数界面,可以设置安全区域和防撞保护的参数
安全区域:分为取料区,转运区,加工区三个区域,主要作用是限制轴在特定区域中的运动范围,防止人员操作失误撞损机构
防撞保护:主要用于实时检测轴的转矩,如果轴的转矩超过设定值,机械手将会停止并报警,防止碰撞过于严重,撞坏产品及机构
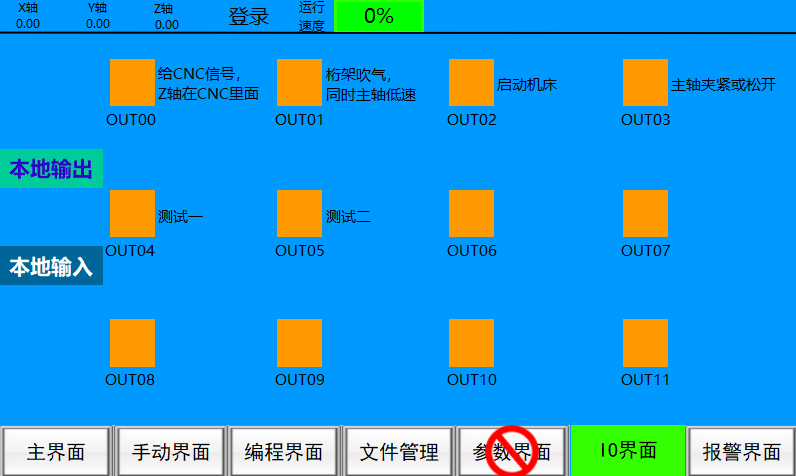
5 IO名称更改灵活
用户可在示教器直接更改IO名称,无需更改示教器的软件程序。更改后的信息会自动同步到各个界面